
主要な回答: 2 キャビティから 4 キャビティへのリワークの技術的実現可能性と経済的評価
射出成形金型を 2 キャビティから 4 キャビティに変換するには、 技術的にリスクが高い 通常、モールド ベースのレイアウト、ランナーのバランス、冷却の統合の完全な再設計が必要になります。 直接的な答え: 金型がもともと間隔が事前に割り当てられた「ブリッジ金型」として設計されている場合、または交換可能なインサート システムを利用している場合を除き、修正コストと製造失敗のリスクが、新しい 4 キャビティ金型を構築する投資を上回ることがよくあります。
キャビティダブリングにおける重大な技術的障壁
キャビティの数を 2 倍にするということは、単に物理的なスペースの問題ではありません。根本的な再評価が必要だ 射出成形の流体力学 .
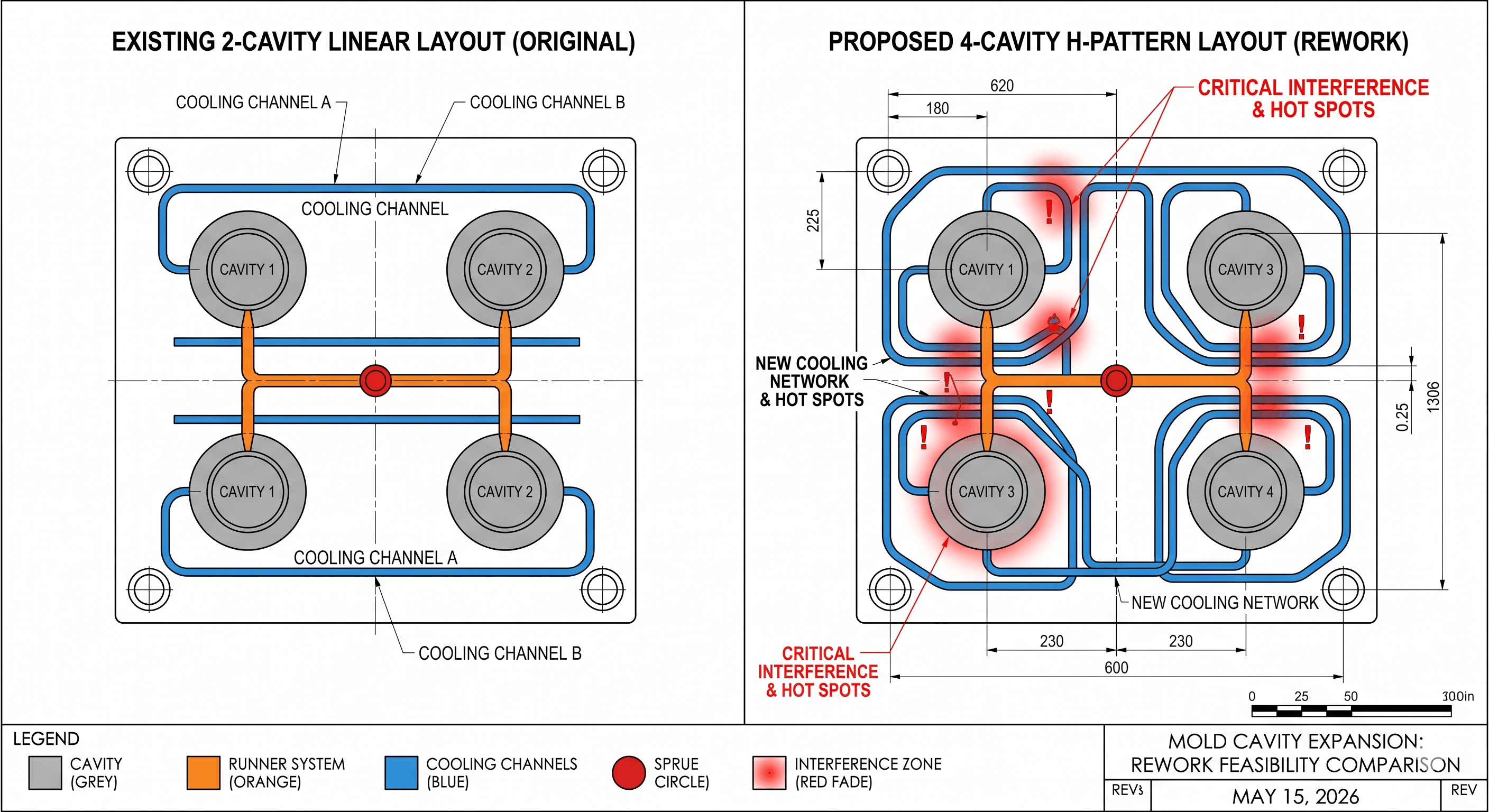
- ランナーのバランス調整: 2 個取り金型では通常、直線ランナーが使用されます。 4 つのキャビティに拡張するには、 Hパターンまたは円対称 すべてのキャビティで同じ圧力、温度、充填時間を保証します。中心の給電点が固定されている場合、部品の品質を損なうことなく、構築後にこのバランスを達成することはほぼ不可能です。
- 熱負荷と冷却ロジック: キャビティを追加すると、金型に入る熱エネルギーが 2 倍になります。既存の 冷却チャネル (給水ラインが)余分な熱に対処できるように配置されていることはほとんどありません。これらのラインの配線を変更しないと「ホット スポット」が生じ、不均一な収縮や反り、サイクル タイムの大幅な延長につながります。
- 構造的完全性: 既存の金型ベースに新しいキャビティを機械加工すると、支柱とプレートが弱くなります。高い射出圧力下では、金型プレートが変形する可能性があります。 微小たわみ パーティング ラインにバリや修復不可能な損傷を引き起こす可能性があります。
技術的な意思決定マトリックス: リワーク vs. 新規ビルド
次の比較は、古い工具の改修と新しい高性能金型への投資との間のトレードオフを概説しています。
| 評価指標 | 既存ツールの再加工(レトロフィット) | 新しい 4 キャビティ ビルド (新規投資) |
|---|---|---|
| 初期費用 | 低い (鋼材を 30% ~ 50% 節約) | より高い(資本支出全額) |
| 生産効率 | 不安定。多くの場合、サイクルが長くなる | 高い。コンフォーマル冷却による最適化 |
| 部品の一貫性 | 貧しい。キャビティ間の差異のリスクが高い | 優れた; CAEシミュレーションによる検証 |
| 工具の寿命 | 減少しました。亀裂が発生しやすい溶接部分 | 長い;完全な構造的完全性 |
| メンテナンスの頻度 | 高い。シールとスライドにかかるストレス | 低い;標準化されたコンポーネントを利用する |
デジタル評価:「やり直し可能性」を数値化する方法
変更を承認する前に、エンジニアは 3 つの定量的な KPI を使用してプロジェクトを検証する必要があります。
- クランプ力の検証: 4 つの部品の総投影面積 (A) にキャビティ圧力 § を乗じた値は、機械の定格クランプ力 (F) の 80% を超えてはなりません。
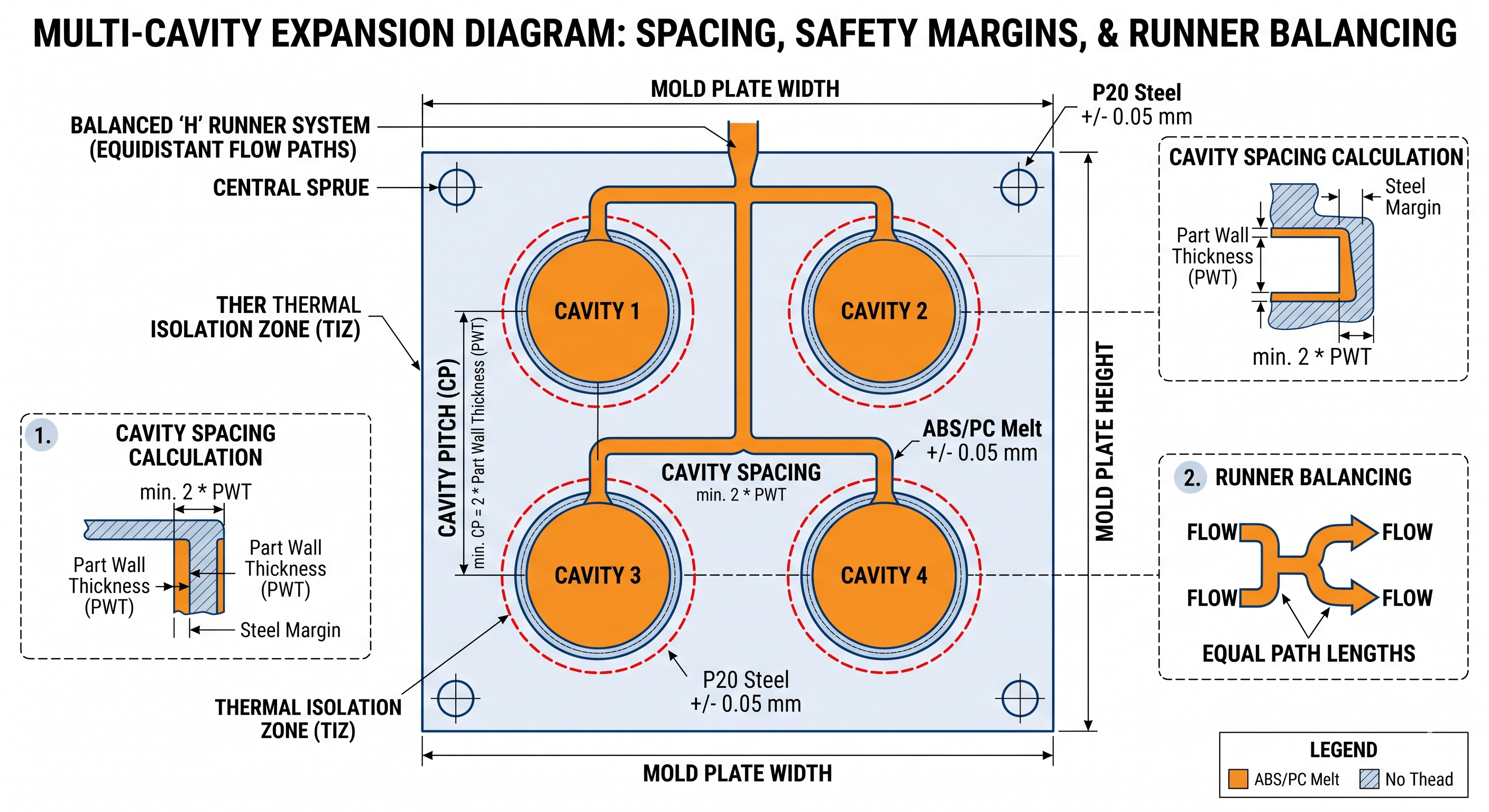
計算式: F > (A1 A2 A3 A4) * P / 0.8 - キャビティのピッチとスチールの安全性: 熱安定性を確保するには、キャビティ間の最大部品肉厚の少なくとも 2 倍の最小鋼壁厚が必要です。
- ショット容量比: ポリマーの劣化を防ぐために、4 つの部品の合計重量は、射出機の最大ショット容量の 20% ~ 80% の間に収まるのが理想的です。
コンテキストスニペット
- ランナーバランスとは何ですか? これは、溶融プラスチックがすべてのキャビティに同時に到達し、部品の重量と寸法の変動を防ぐために、等しい長さの流路を設計する工学的実践です。
- クランプ力とは何ですか? 射出されたプラスチックによって生成される内圧に抗して金型を閉じた状態に保つために、射出成形機によって加えられる圧力。
- リワークすると「フラッシュ」が発生するのはなぜですか? バリは、金型半体間でプラスチックが漏れるときに発生します。多くの場合、不適切な型締力や、金型ベースがサポートできるように設計されているよりも多くのキャビティを追加した後のプレートのたわみが原因で発生します。
著者: IMTECモールド
資格: この技術ガイドは IMTEC Mould によって作成されました。以上で 18年の高精度金型製作の経験
専門知識: DFM (製造のための設計)、マルチキャビティの最適化、医療グレードの射出成形プロトコルを専門としています。

