
はじめに
プラスチック射出成形では、部品の表面仕上げは見た目の選択をはるかに超えています。これは、製品が消費者の手の中でどのように感じられるか、製品の輪郭で光がどのように反射するか、そしてより重要なことに、製造中に部品が金型キャビティからどのようにきれいに取り出されるかに直接影響します。間違った仕上げを選択すると、微細な傷、表面のヒケ、または部品が工具に引っかかり、スクラップ率が大幅に上昇する可能性があります。
これらの仕上げをサプライチェーン全体で標準化するために、プラスチック産業協会 (現在は単に PLASTICS として知られています) は SPI 表面仕上げ分類システムを確立しました。協会はその名前を変更しましたが、世界的な工具メーカーや製造エンジニアは依然としてこれらを「SPI 標準」と呼んでいます。
これらの規格のニュアンスと、さまざまなポリマーが規格とどのように相互作用するかを理解することが、美的意図と製造の現実のバランスをとる鍵となります。

SPI 仕上げの 4 つの主要な分類
SPI 規格では、仕上げを 4 つの異なる文字グレード (A、B、C、D) に分類し、金型鋼の研磨に使用される媒体と方法によって決定されます。各グレード内の数字 1 ~ 3 は、加工レベルとその結果として得られる表面粗さの平均 (Ra) を示します。
クラス A: 光沢のある/光沢のある仕上げ (ダイヤモンドポリッシュ)
クラス A 仕上げは、光学的透明性と高光沢の美しさの頂点を表します。これらの仕上げは、徐々に細かいグレードのダイヤモンド パウダー バフ ペーストを使用して金型キャビティを丹念に手作業で研磨することによって実現されます。
- SPI A-1: 最高水準のグレード 3 ダイヤモンド バフ研磨ペーストを使用し、約 0.012 ~ 0.025 マイクロメートル Ra の非常に滑らかな表面粗さを実現します。鏡面のような反射率の高い仕上がりになります。
- SPI A-2: グレード6のダイヤモンドペーストを使用しており、Ra値が若干高め(0.025~0.05マイクロメートル)ながらも高級な光沢を維持します。
- SPI A-3: グレード 15 のダイヤモンド ペーストで研磨されており、シャープで光沢のある外観を提供しますが、多少寛容な粗さプロファイル (Ra 0.05 ~ 0.10 マイクロメートル) が可能です。
製造に関する洞察:
真のクラス A 仕上げを実現するには、NAK80 や S136 などの高品質、高硬度の金型鋼が必要です。標準的な工具鋼には微量の不純物や気孔が含まれています。 A-1 レベルまで研磨すると、これらの不純物が「剥がれ落ち」、微細な穴が残り、仕上げが台無しになります。
さらに、クラス A の表面は、内部部品の欠陥を見つけるための拡大鏡として機能します。リブやボスの背後にあるわずかな体積収縮 (ヒケ) は、光の反射で即座に目視できます。
- 一般的なアプリケーション: 光学レンズ、透明なライトパイプ、フェイスシールド、ミラー、および高級ピアノブラックまたはクリスタルクリアな外観が必要とされる高級家電ハウジング。
クラス B: 半光沢仕上げ (グリットペーパー)
クラス B 仕上げは、鏡面仕上げのような極端なコストや脆弱性を持たずに、きちんとしたプロフェッショナルな外観を必要とする部品向けに設計されています。これらの表面は、目の細かいサンドペーパーを直線状に重ね合わせて適用することで実現されます。
- SPI B-1: 600 グリットの紙で仕上げられ、典型的な粗さ 0.05 ~ 0.10 マイクロメートル Ra の非常にきれいな半光沢の表面が得られます。
- SPI B-2: 400 グリットのペーパーで研磨され、適度な半光沢の外観 (Ra 0.10 ~ 0.15 マイクロメートル) が得られます。
- SPI B-3: 320 グリットのペーパーで研磨すると、目に見える均一なマイクロスクラッチ (Ra 0.28 ~ 0.35 マイクロメートル) を備えた柔らかいサテンの光沢が得られます。
製造に関する洞察:
グリットペーパー研磨では、金型に方向性のある直線的な傷パターンが生じるため、工具メーカーは研磨ストロークを金型の開口部 (排出経路) の方向に合わせる必要があります。グリットラインが引っ張り方向に対して垂直に走っていると、成形されたプラスチックが微細な溝を掴んでしまい、生産中に擦り傷や重大な取り出し困難が発生します。
- 一般的なアプリケーション: 家庭用電化製品のハウジング、自動車の内装トリム パネル、ハンドヘルド電子エンクロージャ、および商用オフィス機器。

クラス C: マット仕上げ (ストーンポリッシュ)
クラス C 仕上げは、柔らかく、鈍く、反射のないマットな外観が特徴です。工具メーカーは、プロファイリング オイルストーン (砥石) を使用して金型鋼を積極的に滑らかにすることで、この質感を実現します。
- SPI C-1: 細かい 600 グリットの研磨砥石を使用することで、滑らかなマット仕上げ (Ra 0.35 ~ 0.40 マイクロメートル) が得られます。
- SPI C-2: 400 番の砥石で仕上げられ、独特のマットな質感 (Ra 0.45 ~ 0.55 マイクロメートル) が生まれます。
- SPI C-3: より粗い 320 グリットの砥石で仕上げ、工具の痕跡をすべて除去し、より粗く完全に平らなマットな外観 (Ra 0.63 ~ 0.85 マイクロメートル) を残します。
製造に関する洞察:
産業用途では、部品の「装飾」のためだけにクラス C が選択されることはほとんどありません。代わりに、業界で頼りになる「コスト効率の高い」仕上げです。砥石研磨の主な目的は、CNC フライスや EDM 電極によって残された粗い加工マーク (スカラップや溝) を迅速かつ経済的に消去することです。これは、エンドユーザーが目にすることのない部品のデフォルトの仕上げです。
- 一般的なアプリケーション: 内部構造リブ、電子ブラケット、自動車構造部品、燃料タンク、および隠された工業用ハードウェア。
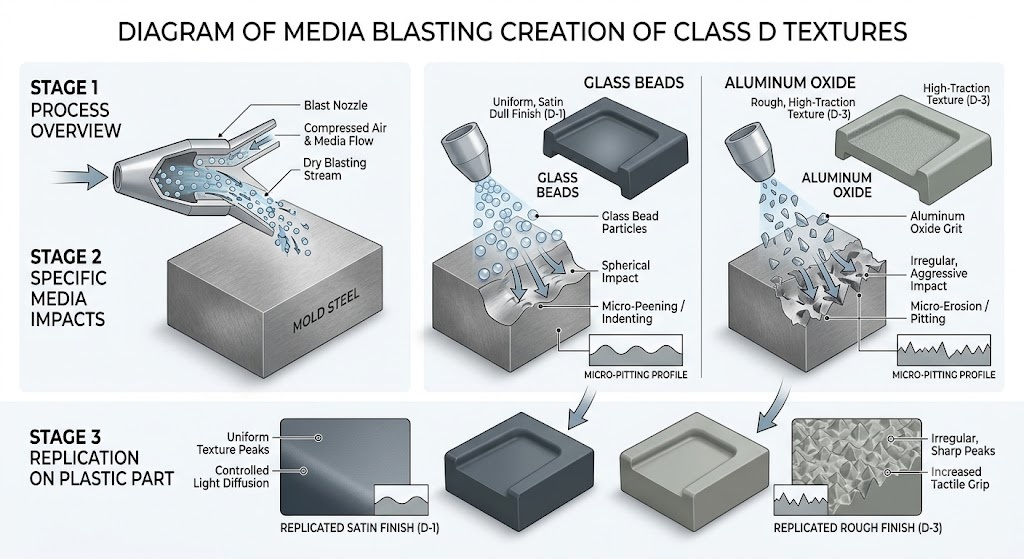
クラス D: テクスチャ仕上げ (ブラスト/サンドブラスト)
クラス D 仕上げは、粗い、質感の高い、またはサテンのような感触を与えます。これは、金型キャビティに高圧下でドライメディアブラストを施す「破壊的」テクスチャリングプロセスです。
- SPI D-1: 金型鋼を微細なガラスビーズでブラストすることによって作成され、均一でサテンのような鈍い仕上げが得られます(Ra 0.80 ~ 1.10 マイクロメートル)。
- SPI D-2: 中程度のブラストメディアまたは砂でブラストされ、より粗い滑りにくい質感(Ra 1.10 ~ 1.60 マイクロメートル)が生成されます。
- SPI D-3: 粗い酸化アルミニウムまたは重い砂粒子でブラスト加工され、非常に触感が良く、粗く、完全に平らな仕上げ(Ra 2.30 ~ 3.20 マイクロメートル)が得られます。
製造に関する洞察:
クラス D 仕上げは、ウェルド ラインや小さなヒケなどの表面欠陥を隠すのに優れています。ただし、エンジニアは「テクスチャの劣化」を考慮する必要があります。ガラス繊維入りナイロンなどの研磨性エンジニアリング プラスチックは、長い生産運転 (例: 数十万サイクル) にわたって徐々に侵食され、ブラストされた金型キャビティの鋭い頂点を「研磨」します。その結果、D-1 テクスチャは時間の経過とともに徐々にセミマットなテクスチャに変化する可能性があり、元の仕様に戻すには金型を製造から取り出して再ブラストする必要があります。
- 一般的なアプリケーション: 耐久性の高いツールハンドル、プラスチック製のステアリングホイール、テクスチャード加工のスーツケースシェル、家庭用電化製品のグリップ、指紋や傷を隠すように設計された産業用エンクロージャ。
SPI表面仕上げ比較表
| SPIグレード | 仕上げ方法 / 中 | 一般的な平均粗さ (Ra - マイクロメートル) | 一般的な平均粗さ (Ra - マイクロインチ) | 外観と光沢レベル | 相対的なツーリングコスト乗数 |
|---|---|---|---|---|---|
| A-1 | グレード3ダイヤモンドバフ | 0.012~0.025 | 0.5~1.0 | 高鏡面研磨、高反射 | 2.5倍から3.0倍 |
| A-2 | グレード6ダイヤモンドバフ | 0.025~0.05 | 1.0~2.0 | 鏡面研磨、良好な反射率 | 2.0倍から2.5倍 |
| A-3 | グレード15ダイヤモンドバフ | 0.05~0.10 | 2.0~4.0 | 高光沢、ソフトな反射 | 1.5倍から2.0倍 |
| B-1 | 600グリットペーパー | 0.05~0.10 | 2.0~4.0 | 半光沢、線状の細かい光沢 | 1.3倍 |
| B-2 | 400 グリットペーパー | 0.10~0.15 | 4.0~6.0 | 中半光沢 | 1.2倍 |
| B-3 | 320グリットペーパー | 0.28~0.35 | 11.0~14.0 | 柔らかいサテン、マイルドな光沢 | 1.1倍 |
| C-1 | 600 グリットストーン | 0.35~0.40 | 14.0~16.0 | ファインマット、無反射 | 1.0x (ベースライン) |
| C-2 | 400 グリットストーン | 0.45~0.55 | 18.0~22.0 | ミディアムマット、フラット仕上げ | 0.9倍 |
| C-3 | 320 砥石 | 0.63~0.85 | 25.0~34.0 | 粗いマット、ツールマークを消す | 0.8倍 |
| D-1 | ドライガラスビーズブラスト | 0.80~1.10 | 32.0~44.0 | 鈍いサテン、細かい真珠光沢のあるテクスチャー | 1.2倍 |
| D-2 | ファインサンドブラスト | 1.10~1.60 | 44.0~64.0 | 鈍い質感、完全に平ら | 1.3倍 |
| D-3 | 粗砂・オキサイドブラスト | 2.30~3.20 | 90.0~130.0 | 非常に粗い、触感のあるグリップテクスチャー | 1.4倍 |
SPI 表面仕上げを選択する際の重要な要素
表面仕上げを選択するには、材料特性、形状、予算の間のトレードオフを計算する必要があります。ここでは、製造に関する意思決定 (DFM) の指針となる中心的な要素を示します。
材料の選択: 結晶性ポリマーと非晶質ポリマー
プラスチック樹脂の分子構造は、金型の仕上げをどの程度再現するかに直接影響します。
- 非晶質ポリマー (例: ポリカーボネート、ABS、アクリル/PMMA) は、研磨されたスチールに対して完全に流動するランダムな分子配置を持っています。絶対的な透明性や高光沢を実現するクラス A ダイヤモンド仕上げを選択することに優れています。
- 結晶性ポリマー (例: ナイロン/PA、ポリプロピレン、ポリエチレン) は冷却するにつれて構造化された結晶化を起こし、より大きな収縮を引き起こします。さらに、これらの素材に強度を上げるためにガラス繊維(GF)を添加すると、繊維が表面に浮きやすくなります。 30% ガラス繊維入りナイロンにクラス A 仕上げを指定するのは資本の無駄です。表面は本質的に縞模様やまだらに見えます。これらの材料は、クラス C またはクラス D 仕上げでより優れたパフォーマンスを発揮します。
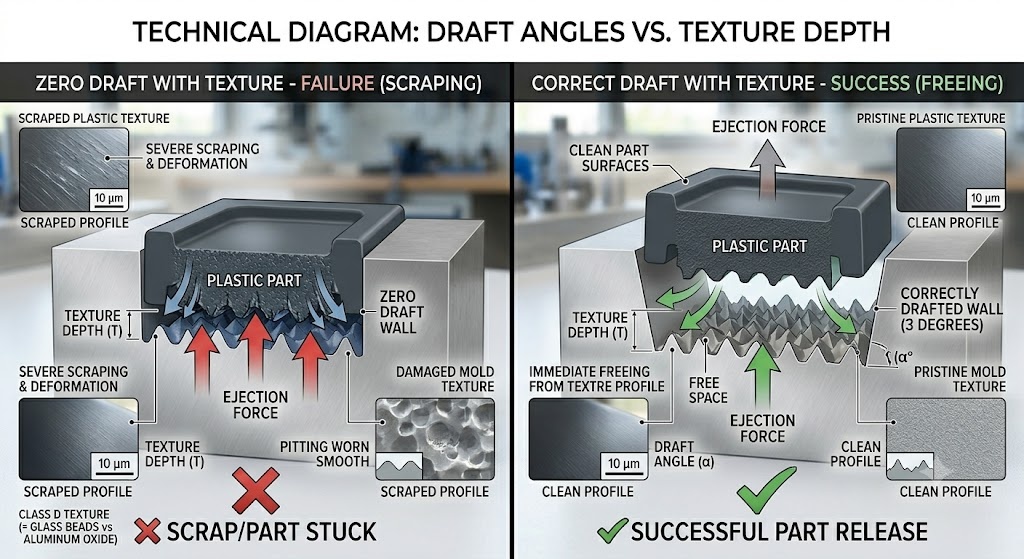
ドラフトアングルペナルティ
表面のテクスチャにより、微細な山と谷が形成されます。金型が開いたら、プラスチック部品をきれいに引き離す必要があります。部品の垂直壁に十分な抜き勾配 (テーパー) が不足している場合、突出中にテクスチャード スチールが冷却プラスチックを物理的にこすったり、引き裂いたり、跡を付けたりします。
- 業界の黄金律: 標準的な滑らかな仕上げ (クラス A および B) の場合、片側あたり 0.5 ~ 1.0 度の最小抜き勾配が許容されます。
- テクスチャード加工の経験則: クラス D のサンドブラスト仕上げの場合、テクスチャ深さ 0.025 mm (1 ミルまたは 0.001 インチに相当) ごとに抜き勾配を約 1 度追加する必要があります。これを考慮しないと、ひどい引きずり跡や部品の変形が発生します。
工具のコストとリードタイム
比較表に示すように、クラス A 仕上げでは金型の製造コストが大幅に上昇します。工具を A-1 仕上げまで手作業で研磨すると、段階的に行う必要があるため、工具のリードタイムに数日、さらには数週間かかる場合があります (たとえば、鋼の母材を台無しにすることなく、320 グリットの砥石から直接ダイヤモンドペーストにジャンプすることはできません)。クラス C の石材仕上げは、生産が最も早く、最も安価です。
部品の機能
最終使用環境を考慮してください。高光沢のクラス A 仕上げは、傷がつきやすいことで悪名が高く、油っぽい指紋がすぐに目立ちます。製品 (コントローラーや電子グリップなど) が毎日取り扱われる場合、クラス D のサテンの質感が触覚的な摩擦を提供し、製品の寿命にわたる磨耗をうまく隠します。
設計図面で SPI 仕上げを指定する方法
明確なコミュニケーションにより、コストのかかるツールのやり直しを防ぐことができます。生産設計図または 2D エンジニアリング図面を準備するときは、次の業界のベスト プラクティスを適用してください。
- 一般的なコールアウトは避けてください。 図面注記には「外面研磨」とは絶対に書かないでください。これにより、定義は完全に解釈に委ねられます。代わりに、次のような明示的なコールアウトを使用します。
目に見える表面の表面仕上げは SPI A-2 になります。 - テクスチャ境界スプラインを使用する: 単一の成形部品に複数の仕上げが施されている場合 (例: クラス D のテクスチャード加工のハウジングにクラス A の光沢のあるアクセント ストリップ)、2D プリント上にきれいな破線の境界線を引いて、正確な移行ゾーンを示します。
- 相互参照の世界標準: グローバルなサプライ チェーンを扱っている場合、製造パートナーはヨーロッパの VDI 3400 (火花浸食スケールに基づく) や Mold-Tech などの独自のテクスチャ カタログに慣れている可能性があります。該当する場合は、同等の値に注意してください (たとえば、SPI C-1 は VDI 18 ~ 21 とほぼ一致しています)。
- 物理テクスチャ プラークのリクエスト: 工具メーカーに数千ドルの金型キャビティのテクスチャー加工を許可する前に、ご使用の機械で成形された物理サンプル チップを要求してください。 正確な 選ばれた樹脂素材。天然ポリプロピレンの質感は、黒色のポリカーボネートとは大きく異なります。
結論
SPI 表面仕上げ規格を習得すると、工業デザインの概念と現実の製造パフォーマンスとの間のギャップを埋めることができます。クラス A の仕上げには高品質の工具鋼と完璧な部品設計が必要であること、またはクラス D のテクスチャには十分な抜き勾配が必要であることを理解することで、製造のボトルネックを回避し、部品の不合格率を下げ、工具の予算を管理することができます。
鋼を切断する前に、DFM の初期段階で常に射出成形パートナーと相談して、材料の選択、幾何学的な抜き勾配、および必要な SPI 規格を調整してください。

