
現代の工業用射出成形、特に要求の厳しい北米の自動車、航空宇宙、医療機器のサプライチェーンでは、構造の軽量化とコンポーネントの統合への取り組みにより、薄肉プロファイルと複雑な繊維強化ポリマーマトリックスへの前例のない依存が生じています。これらの進歩により、材料効率と質量効率が大幅に向上しますが、ニット ラインやウェルド ラインに起因する局所的な機械的故障や外観上の不良のリスクが大幅に高まります。これらの構造界面は、単純な表面の傷とは程遠く、ポリマー鎖が適切に相互拡散できない成形マトリックス内の深い不連続性を表しています。厳しい OEM マージンを保護し、厳格な機械的安全基準を維持するために、メーカーはニットラインの修正をプレスでの一連の試行錯誤の調整として扱うことはできなくなりました。代わりに、エンジニアリング チームは、現場での定量的検査と高度な予測シミュレーションおよび最適化されたツール レイアウトをシームレスにリンクするデータ駆動型の方法論を採用する必要があります。
ニットラインの検出と検査: 視覚的指標から定量的指標への移行
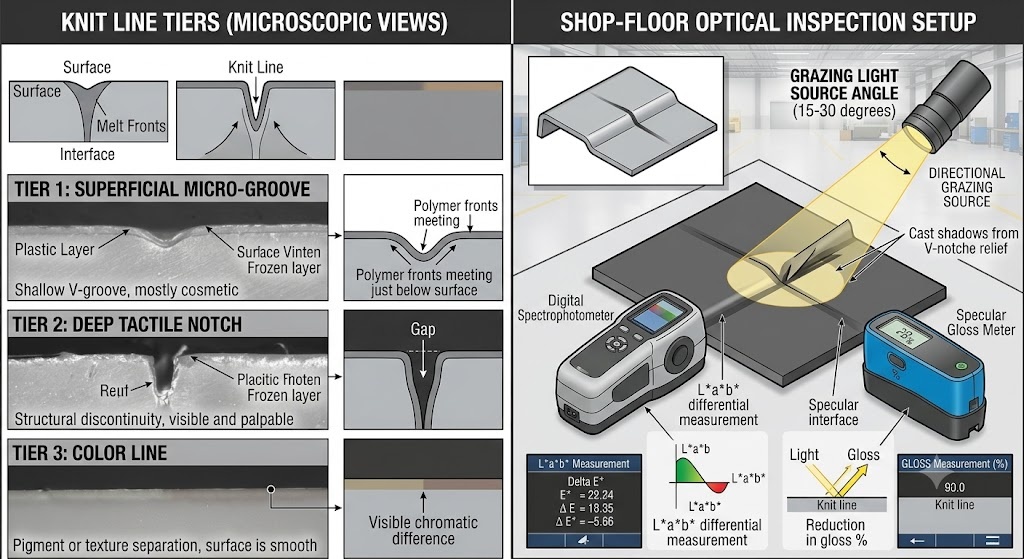
堅牢な品質管理フレームワークを確立するには、成形作業で主観的な視覚的評価を排除し、正確で定量化可能な指標に置き換える必要があります。生産現場では、従来の目視検査では、曖昧な定性的記述を介してニットラインの問題を分類することがよくあります。真のプロセス制御には、これらの定性的観察をデジタルの再現可能な変数に変換する必要があります。表面形態は、表面の微細溝、深い触覚ノッチ、局所的な変色など、明確な物理層に分類する必要があります。高品質のエンジニアは、低角度のかすめ照明や高コントラストの投影イメージングなどの特殊なイメージング技術を使用して、表面の偏差をマッピングできます。化粧品コンポーネントの場合、分光光度計を使用して、標準化された CIELAB 色空間を使用して界面全体の色シフトを記録し、Delta E_ab が 0.5 以下などの上限しきい値を設定する必要があります。同時に、接触光沢計は、局所的な鏡面光沢度の低下を定量化し、溶接領域が指定された許容値内で公称テクスチャーと一致することを確認するために必要です。
耐荷重コンポーネントや流体クリティカルなエンジニアリングコンポーネントの場合、非破壊表面測定は検証プロトコルの半分にすぎません。機械的完全性は、厳格な標準化された破壊試験計画によって確認する必要があります。エンジニアリングプロトコルでは、引張試験棒 (ASTM D638 または ISO 527 に準拠) を製造部品から直接採取し、ニット ラインをゲージ長の中心に正確に配置することを義務付ける必要があります。これらの試験片の機械的性能は、界面なしで成形された同一のベースライン試験片と比較してベンチマークされ、ウェルド ライン強度保持係数 (WRF) が計算されます。WRF は、次の平文の方程式で表されます。
美的消費者向け住宅は、色のばらつきが無視できる程度であれば、強度の大幅な低下を許容する可能性がありますが、重要な自動車のボンネット下のコンポーネントや医療用流体マニホールドでは、厳しい品質基準が適用されることが多く、90 パーセントまたは 95 パーセントの保持値を下回るバッチは拒否されます。ウェルド ラインがこれらの所定のしきい値を下回った場合、品質エンジニアは直ちに 4 段階の製造現場検査チェックリストを実行する必要があります。
- 校正された熱プローブを使用して、実際の溶融温度と金型キャビティの温度を確認します。
- 表面形状計を使用して、触覚の深さのプロファイルを文書化します。
- 局所的な部品重量を公称制限と相互参照して、充填不足をチェックします。
- 破損が解決しない場合は、断面金属組織学的セクショニングまたは走査型電子顕微鏡 (SEM) 用のサンプルを抽出して、捕捉された微細な揮発性物質や破面に沿った局所的な繊維の位置ずれがないか検査します。
根本原因と予測シミュレーション: 物理学を実用的な洞察に結びつける
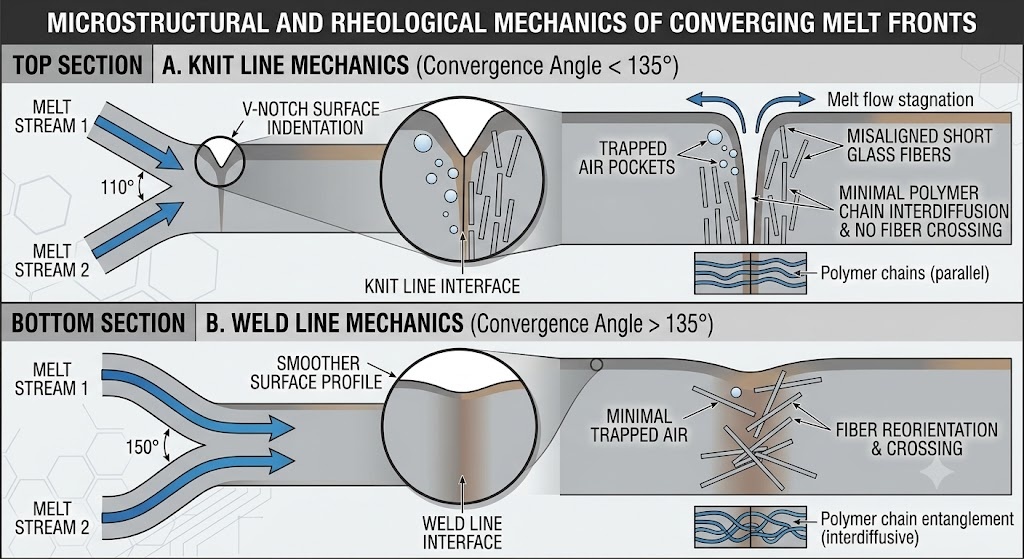
ニット ラインは、2 つ以上の異なるポリマー溶融フロントが金型キャビティ内で 135 度未満の収束角で正面から出会うときに形成されます。収束角度がこのしきい値を超えると、境界は技術的にウェルド ラインとして分類され、平行に流れるストリームがより自然にブレンドされるようになります。この界面の強度と可視性を支配する基礎的な物理学は、収束中の材料の熱力学的状態に完全に依存します。溶融物がキャビティ内を移動する際、冷却された金型鋼との接触によって凍結境界層が形成され、アクティブな流路が継続的に狭くなります。材料の転移点近くで局所的な溶融温度が低下した場合、または流路が長いために局所的な射出圧力が低下した場合、分子鎖は界面を横断して相互拡散するために必要な熱エネルギーと保圧力を欠きます。さらに、分割された流路は本質的に、ガラス短繊維などの異方性補強材を強制的に合流境界に平行に回転させ、接合部を横切る機械的なブリッジを完全に排除します。
工具鋼の切断後に、費用のかかる試行錯誤の修正を行ってこれらの物理現象に対処するのではなく、製品設計段階で高度な有限要素 CAE ツール (Autodesk Moldflow、Moldex3D、または Sigmasoft 3D など) を利用する必要があります。エンジニアは、単純なバイナリの視覚的なプロットを超えて、定量的な分析基準を評価する必要があります。主要なシミュレーション出力には、速度ベクトルよどみ点の追跡、接合部での局所的な温度低下の特定、数値的なウェルド ライン強度指数 (VHI) の抽出が含まれます。構造の完全性を評価するための信頼性の高い方法には、射出シミュレーションから投影された繊維配向テンソルを下流の構造 FEA パッケージに直接マッピングすることが含まれており、設計者は現実世界の機械的負荷の下で局所的な応力集中をシミュレーションできます。正確な予測を保証するために、シミュレーション モデルは、検証済みの材料特性データと正確な機械応答パラメーターと組み合わせた、薄肉セクション全体にわたる少なくとも 10 ~ 12 層で構成される高度に洗練された 3D メッシュを使用する必要があります。
これらの仮想 CAE 診断を実際的な製造現場のソリューションに変えるには、エンジニアリング チームは標準化された診断デシジョン ツリーに従う必要があります。シミュレーションによって許容できないニットラインのリスクが示された場合、エンジニアはパラメーターをランダムに調整するのではなく、体系的に評価して変数を分離する必要があります。まず、ゲートの位置を移動することでジャンクションを非クリティカル領域に移動できるかどうかを確認します。幾何学的制約によりゲートの再配置が不可能な場合、次のステップは、局所的な熱管理を評価し、可変の金型温度調整によって分子結合を改善できるかどうかを評価することです。最後に、熱調整が不十分な場合は、機械的壁の厚さを変更して、局所的な流れ抵抗を下げ、保圧を高める必要があります。この構造化された方法により、ツールとプロセスの変更が健全なエンジニアリング原則に基づいて行われるようになり、開発サイクルが大幅に短縮され、発売サイクル後半でのコストのかかるエンジニアリング変更オーダー (ECO) が防止されます。
金型設計とゲート位置戦略: 流路と熱レイアウトの制御
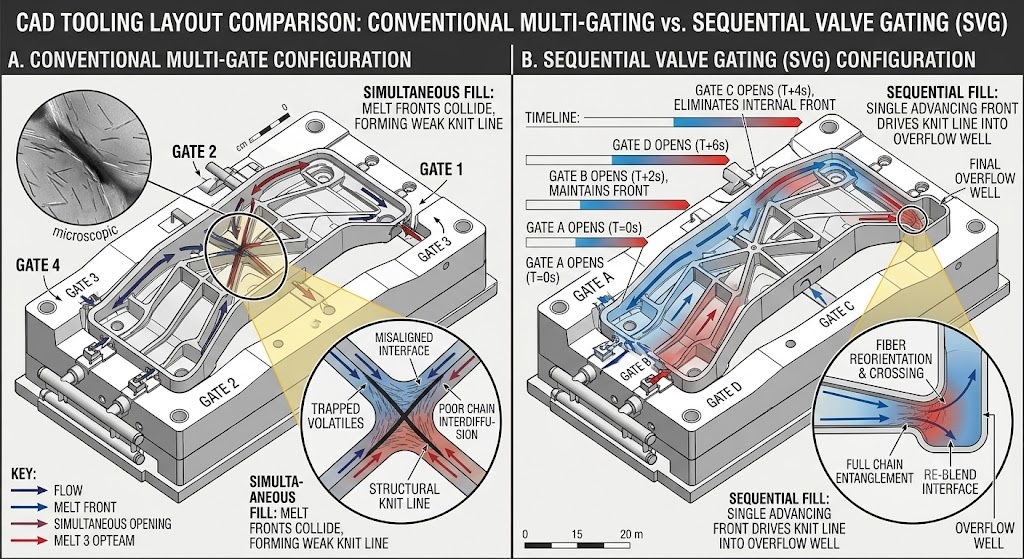
ニット ラインを削除または再配置する主な方法は、ツールのゲート システムを戦略的に配置することです。ゲート ジオメトリの選択 (正確なダイレクト バルブ ゲート、エッジ ゲート、またはファン ゲートのいずれを使用するか) によって、初期の充填パターンが決まり、コア ピンや内部カットアウトの周囲でフロー フロントがどのように分割および再結合するかを直接制御します。複雑な部品を設計する場合、エンジニアは流動距離と最大許容流動長対壁厚比に関する正確なルールを確立する必要があります。たとえば、薄壁の家庭用電化製品では、シーケンシャル バルブ ゲート (SVG) 戦略がよく使用されます。電子制御の油圧または空圧ピンを使用して正確なタイミングでバルブ ゲートを開くことにより、エンジニアは単一の連続メルト フロントを強制的にキャビティ全体にスイープさせ、ウェルド ラインを周囲のフラッシュ領域または非構造エッジに移動させることにより、内部ニット ラインの形成を完全に排除できます。
ゲートの配置を超えて、金型鋼内の熱パフォーマンスを管理することは、ニットラインの品質を最適化するために重要です。従来のストレートドリル冷却ラインでは、深いコアセクションや複雑なコーナーが効果的な熱冷却から隔離されたままになることが多く、その結果、局所的なホットスポットや厳しい温度勾配が生じ、ニットラインの界面が弱くなります。従来のラインを直接金属レーザー焼結 (DMLS) によって製造された高度なコンフォーマル冷却チャネルに置き換えることにより、冷却ラインが部品キャビティの正確な輪郭に従うことが可能になります。これにより、非常に均一な熱放散が保証され、正確な局所急速熱サイクル成形 (RHCM) が可能になります。充填中に蒸気または高温加圧水を使用して局所的なニット ライン領域を急速に加熱し、その後冷水に切り替えて急速固化させることにより、メーカーはニット ライン形成中にキャビティの表面温度を樹脂のガラス転移点または結晶融点よりも高く維持できます。これにより、表面のノッチが完全に排除され、ポリマー鎖の絡み合いが最大化されます。
| ツール戦略 | 一般的な工具コストの割増額 | サイクルタイムへの影響 | ニットラインの強度向上 | 最適なアプリケーションフィット |
| 従来の機械加工による冷却 | ベースライン (0 ドル) | ベースライン (25 ~ 45 秒) | 最小限 (0 ~ 10% の改善) | 複雑さの低い、壁の厚い構造ブロック。 |
| コンフォーマル冷却インサート (DMLS) | 15パーセントから30パーセント | 15 パーセントから 30 パーセントの削減 | 15 パーセントから 30 パーセントの増加 | 複雑な自動車用トリム、複数のキャビティを持つ医療部品。 |
| シーケンシャル バルブ ゲート (SVG) | 25パーセントから40パーセント | ニュートラル | 欠陥を完全に再配置します | 大型のボディパネル、インパネ、ロングカバー。 |
| 急速ヒートサイクル成形 (RHCM) | 40パーセントから60パーセント | 10 パーセントから 25 パーセントの増加 | 40 パーセントから 70 パーセントの増加 | 高光沢の民生用ディスプレイ、医療用光学ハウジング。 |
これらの高度なツールの変更を実装する前に、エンジニアリング チームは事前に厳密な投資収益率 (ROI) とリスク評価を実施する必要があります。 DMLS コンフォーマルインサートまたは SVG マニホールドを追加すると、初期工具の設備投資が数万ドル増加する可能性がありますが、これらのコストは長期的な運用指標と慎重にバランスをとる必要があります。数年にわたる自動車の大量生産では、サイクル タイムの 20% 短縮とスクラップ率の大幅な削減を組み合わせることで、前払い金の割増額が簡単に正当化されます。逆に、少量の医療コンポーネントの場合は、部品の肉厚を変更するか、フロー フロントの端でコールド スラグを収集し、成形後にきれいに機械加工して除去できる局所的なオーバーフロー ウェルを組み込むことで、プロジェクトの資本予算を超過することなく必要な機械仕様を達成できる、よりコスト効率の高い代替手段が得られます。
処理、材料、生産のトレードオフ: パラメーター マトリックスの最適化
予算やスケジュールによって工具の変更が制限されている場合、エンジニアは体系的なプロセスの最適化と慎重な材料選択に頼ってニットラインのパフォーマンスを管理する必要があります。原料ポリマーの分子構造は、メルト フロント収束時のレオロジー挙動を決定します。ポリプロピレン (PP) やアモルファス アクリロニトリル ブタジエン スチレン (ABS) などの未充填の汎用樹脂は、より低い相対エネルギーで容易に流動し、容易に結合します。ただし、ポリカーボネート (PC)、ポリアミド 6/66 (PA6/PA66)、ポリフェニレンオキシド (PPO) などの高温エンジニアリング プラスチックは、特に 30 ~ 50 パーセントのガラス繊維または鉱物改質剤が充填されている場合、レオロジー的に深刻な課題を抱えています。これらの高度なコンパウンドの場合、材料の劣化やサイクル時間の延長を避けるために、パラメータ調整は高度に構造化された「保守的から積極的な」処理マトリックスに従う必要があります。
生産現場でニットラインの欠陥を系統的に解決するには、技術者は包括的な材料および加工パラメータのガイドラインを参照する必要があります。調整は常に順番に実行する必要があります。これにより、部品の品質と構造性能への影響を正確に測定するために、各変更後にプロセスを数サイクル安定させることができます。
| 樹脂マトリックスタイプ | 推奨溶融範囲 (℃) | 推奨金型範囲 (℃) | 一次射出速度調整ステップ | 予想されるニットライン強度保持率 (%) |
| 無充填ポリプロピレン (PP) | 200~240 | 30~60 | 中程度のプログレッシブ (10% 刻み) | 85% - 95% |
| ABS (審美グレード) | 220~260 | 50~80 | High Velocity Profile (高速スルーニットゾーン) | 80% - 90% |
| ポリカーボネート(PC) | 280~320 | 80~110 | 高パックによる高等速性 | 70% - 85% |
| PA66-GF30 (30% ガラス入り) | 270~300 | 80~120 | 超高速 (最大せん断加熱) | 35% - 55% |
| PPO (修正/構造) | 260~310 | 70~100 | 高速性とそれに続く即時パックシフト | 50% - 70% |
最適化された処理パラメータが非常に美しいコンポーネントの目に見えるニットラインを完全に除去できない場合は、二次仕上げ操作が必要になる場合があります。機械研磨、自動下塗りと塗装、化学気相研磨、局所的超音波融着などの成形後の修復オプションは、表面の傷を効果的に隠すことができますが、生産上の大きなトレードオフをもたらします。二次ポリウレタンコーティングまたは化学溶剤による洗浄は、非晶質の消費者向け住宅を完璧で高光沢の表面仕上げに戻すことができますが、これらの操作は部品の総コストを増加させ、追加の労働力を必要とし、取り扱い上の欠陥によりスクラップ率を高めます。さらに、表面仕上げは根本的な構造上の欠陥を修正するものではありません。ガラス繊維が塗装面の下でずれたままになっていると、機械的ストレスにより部品が破損します。運用管理者は、これらの仕上げコストと高度なツールのアップグレードによる長期的な資本投資を慎重に比較検討し、品質、コスト、コンポーネントの信頼性のバランスが最も優れたオプションを選択する必要があります。
ツーリングと処理のパフォーマンスを加速します
ニットラインの故障を排除するには、事前の予測エンジニアリングと規律ある品質管理を連携させる必要があります。現場ですぐに使える包括的な製品をダウンロードしてください ニットラインのトラブルシューティングおよびシミュレーションキャリブレーションチェックリスト (PDF) 、ステップバイステップの成形機調整テンプレート、ターゲット VHI メッシュ パラメータ、および ASTM/ISO 検証フォームが含まれています。
アクティブなプログラムに対して直ちにエンジニアリング サポートが必要ですか?高度なスケジュールを設定するには、今すぐ当社の技術チームにお問い合わせください。 CAEシミュレーションレビューと金型レイアウト監査 。当社の北米製造専門家は、3 ~ 5 営業日以内に詳細な診断を提供します。

