
熱可塑性ポリウレタン (TPU) は、柔軟なゴムと硬質プラスチックの間のギャップを埋めます。 TPU はその卓越した弾性、耐摩耗性、高い引張強度で知られており、世界の工業生産において非常に好まれています。ただし、このユニークなポリウレタン エラストマーを加工するには、その隠れた技術的なニュアンスを深く理解する必要があります。
このガイドでは、生産ラインを最適化し、高歩留まりの B2B コンポーネント製造を確保するための、TPU 特性、加工パラメータ、金型設計の秘密、およびトラブルシューティング戦略に関するエンジニアリング レベルの洞察を提供します。
1. 主要なプロパティと選択のジレンマ
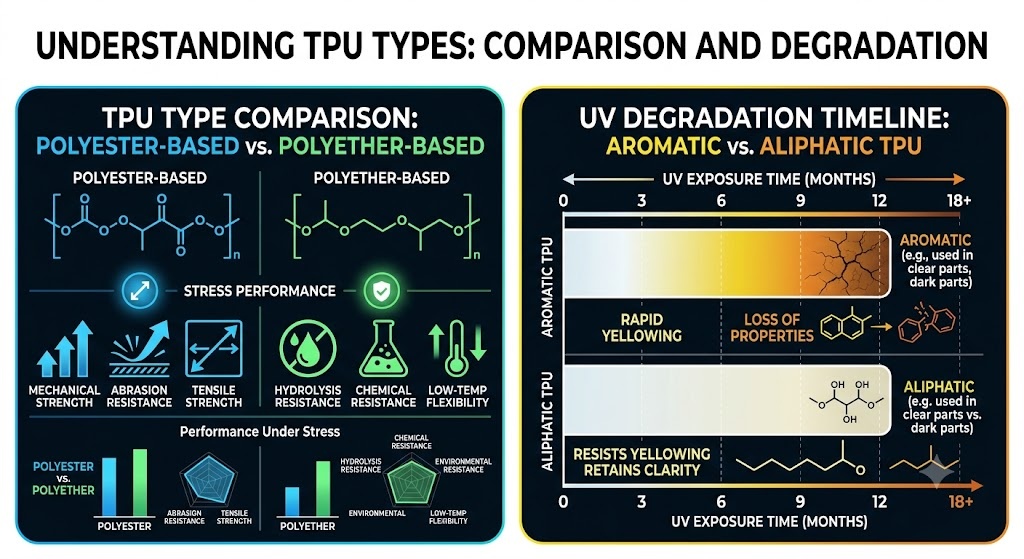
適切な TPU グレードを選択するには、基本的なショア硬度チャート以外にも目を向ける必要があります。産業調達チームと製品設計チームは、まず中核となる化学物質の相違のバランスを取る必要があります。 ポリエステルベースの TPU とポリエーテルベースの TPU .
ポリエステルベースのTPU:
- 機械的強度: 引張強度、耐引裂強度に優れています。
- 耐摩耗性: 優れています (工業用家具のキャスターなどの摩耗しやすい部品に最適です)。
- 耐加水分解性: 不良(湿気による劣化の影響を受けやすい)。
- 低温での柔軟性: いいですね。
- 微生物耐性: 低い。
ポリエーテルベースの TPU:
- 機械的強度: 中程度。
- 耐摩耗性: いいですね。
- 耐加水分解性: 優れています (湿った環境または水没した環境に最適です)。
- 低温での柔軟性: 優れています(超低温でも弾性を維持します)。
- 微生物耐性: 高い。
プロのヒント: 黄ばみの隠れたコスト
標準的な芳香族 TPU は、紫外線照射下で分解する分子構造を特徴としており、透明な部品が見苦しい黄色に変色します。ハイエンドの消費者製品、特殊なサーボ ケーブル ジャケット、または目に見える自動車内装の場合、エンジニアは調達する必要があります。 脂肪族TPUグレード 。脂肪族化学は本質的に紫外線に耐性があり、製品寿命が延びるまで光学的透明性と色の安定性を維持します。
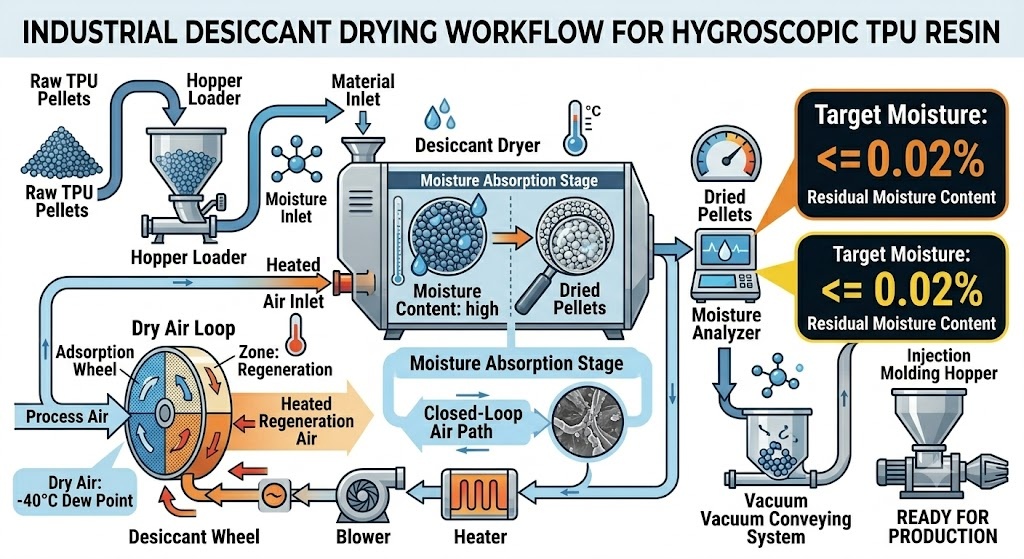
2. 材料の準備: 基本的な乾燥を超えて
TPU 射出成形に単一障害点があるとすれば、それは湿気です。 TPU は吸湿性に優れています。周囲の空気から水蒸気を積極的に吸収します。湿った樹脂を加工すると、 不可逆的な加水分解 - 高温で水がポリウレタンポリマー鎖を切断し、材料の機械的特性を完全に破壊する化学反応。
- 露点測定基準: 標準の熱風ホッパーでは不十分です。露点を維持できる乾燥剤式乾燥機を使用する必要があります。 -40℃ それ以下。
- 乾燥パラメータ: バージン樹脂を次の温度で乾燥させます。 80℃~90℃ のために 3~4時間 。射出バレルに入る前の目標水分含有量は厳密に次のとおりである必要があります。 0.02%以下 .
プロのヒント: 20% 再生ルール
工業コストの削減によりスプルーとランナーの再利用が求められる一方で、TPU の熱履歴は厳密に管理される必要があります。
黄金律: 決してそれ以上混ぜないでください 15% ~ 20% 再研磨(リサイクルスクラップ) バージン樹脂を使用。
この制限を超えると、部品の元の引裂き強度が大幅に低下し、美観の黄変が促進されます。さらに、再生スクラップはバージンペレットの最大 2 倍の速さで水分を吸収します。それ しなければならない ホッパーにブレンドされる前に、独立した厳密な乾燥剤による乾燥が行われます。
3. 加工パラメータ: せん断熱を克服する
TPU の熱プロファイルを設定するには、非線形アプローチが必要です。 TPU 分子は摩擦に非常に敏感であるため、この素材は高い耐久性を発揮します。 せん断感度 。射出成形機が溶融エラストマーに厳しい制限を課す際、巨大な内部摩擦が発生します。 せん断加熱 .
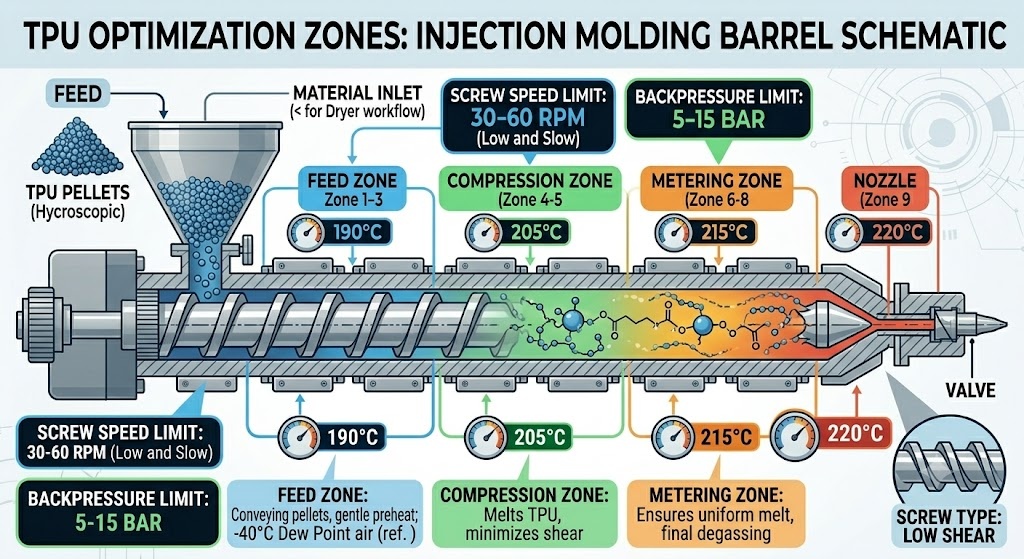
この摩擦熱による材料の過熱と燃焼を防ぐには、 「低くてゆっくり」 マシンチューニング戦略:
- 溶融温度: 間の正確なバレルプロファイルを維持します。 190℃と220℃ 。 230℃を超えると熱分解が起こります。
- 金型温度: 金型壁を維持します 20℃~40℃ 。金型が冷却されるとポリウレタン ブロックの結晶化が促進され、部品が構造化され、歪むことなくきれいに取り出すことができます。
- スクリューと背圧: スクリューの線形速度を低く設定します ( 30~60rpm ) および最小限の背圧 ( 5~15バール )。高い背圧によりエラストマーに不要なせん断応力がかかり、プラスチックがノズルから出る前にポリマー鎖が破壊されます。
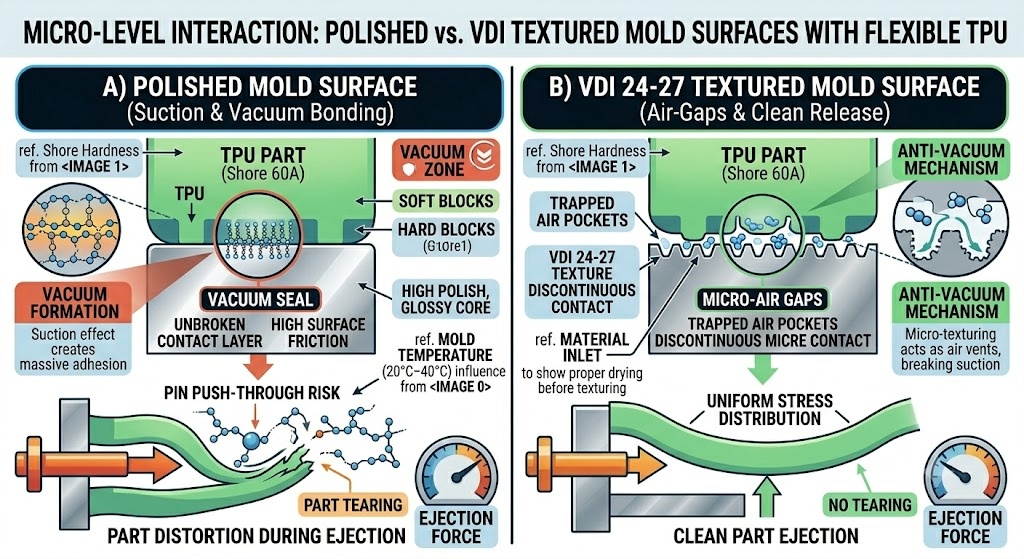
4. 粘着性エラストマーの金型設計の秘密
ABS やポリプロピレンなどの硬質プラスチックを対象とした標準的な金型設計原則は、柔軟な TPU に適用すると機能しません。ソフトエラストマーには、鋼製工具内に特殊な幾何学的および機械的許容差が必要です。
真空吸着の悪夢
ソフト TPU グレード (ショア 60A ~ 85A) は高い表面摩擦を備えています。型開きシーケンス中、滑らかなエラストマーは吸盤のように機能し、高度に研磨された光沢のあるコア表面に対して真空を形成します。機械的な取り出し中に部品が固着したり、変形したり、裂けたりする可能性があります。
- 解決策: 光沢のある鏡面仕上げは避けてください。代わりに、 真空防止金型テクスチャ 光ビーズブラストや化学放電加工構造など ( VDI 24 ~ 27 )。このマイクロテクスチャーはスチールとエラストマーの間に小さな空気のポケットを閉じ込め、真空シールを破り、内蔵の機械的剥離剤として機能します。
マイクロベント仕様
射出速度が速いため、閉じ込められたガスが柔軟な材料を容易に焦がす可能性があります。ただし、TPU は圧力がかかると流動しやすいため、通気口が大きすぎるとバリが発生します。
- ルール: 機械加工されたガスベントは、マイクロ深さの厳密な制限を備えている必要があります。 0.015mm~0.02mm 。これは、圧縮空気を安全に排出しながら、溶融エラストマーを閉じ込めるのに十分な幅です。
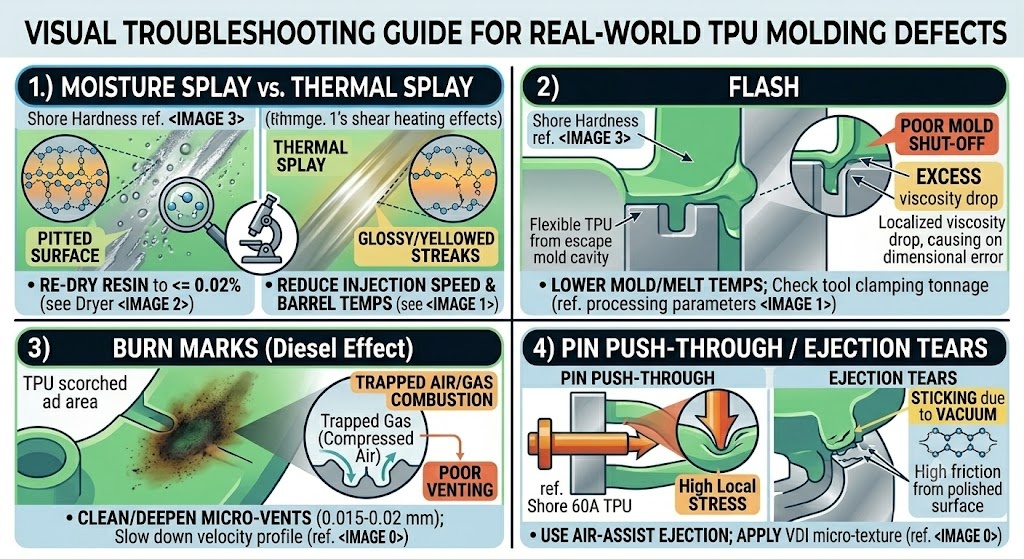
5. トラブルシューティング マトリックス (高度なフィールド ソリューション)
工場現場で欠陥が発生した場合、真の根本原因を特定するには、熱指標と環境指標を区別する必要があります。対象を絞った迅速なトラブルシューティングには、このフィールド ガイドを使用してください。
-
スプレイマーク (銀色の縞模様)
-
考えられる根本原因: 加水分解または熱分解。
-
高度なフィールド ソリューション: 顕微鏡テスト: 拡大して縞を検査します。スジが粗くて穴がある場合、それは湿気の飛散です (乾燥時間を長くしてください)。ストリークが滑らかで光沢がある場合は、過剰なせん断熱 (射出速度またはノズル温度を下げる) によって引き起こされる熱スプレーです。
-
フラッシュ(縫い目部分の余分な素材)
-
考えられる根本原因: 過剰注入または局所的な粘度の低下。
-
高度なフィールド ソリューション: 溶融温度を下げて粘度を高めるか、保持圧力プロファイルを下げます。工具のクランプ力が必要なトン数と一致しているか確認してください。
-
焼け跡 (ディーゼル効果)
-
考えられる根本原因: 通気口のないポケットに閉じ込められたガスの圧縮。
-
高度なフィールド ソリューション: マイクロベントを清掃して深くします (最大 0.02 mm)。溶融物が最終充填ゾーンに入る直前に、射出速度プロファイルを遅くします。
-
ベタベタパーツ・排出涙
-
考えられる根本原因: 真空接着または早期包装。
-
高度なフィールド ソリューション: メカニカルピンと一緒にエアアシスト排出システム (エアブラストバルブ) に切り替えます。 VDI マイクロテクスチャをコアに適用します。
6. 将来のトレンド: グリーンサプライチェーンのための調達
グローバルブランドが循環経済に移行するにつれて、国際的な ESG 要件により B2B 調達ベンチマークが変化しています。工業製造エコシステムは、次のような方向に急速に移行しています。 バイオベースTPU そして PCR (消費者リサイクル) エラストマー .
最新のバイオベース TPU は、従来の石油由来のポリオールを植物由来の代替品 (コーンスターチやヒマシ油など) に置き換え、二酸化炭素排出量を最大 40% 削減します。
処理ウィンドウの現実
エンジニアと調達代理店は、バイオベースおよびリサイクルされた TPU が、 処理ウィンドウが狭い 化石燃料物質よりも。バイオポリマーは、より高い熱感度とより低いせん断耐性を示します。製造現場をこれらのグリーン材料に適応させるには、グリーン サプライ チェーンでの競争力を維持するために、精密な閉ループ制御成形機にアップグレードし、高度な乾燥剤乾燥セットアップを優先し、最適化されたツール テクスチャリングを採用する必要があります。

