
概要
難燃性 (FR) ポリマー グレードは、自動車、エレクトロニクス、電気、建設の用途にわたって指定されていますが、標準グレードにはない加工上の課題や工具のリスクが生じます。 FR 添加剤はプロセスウィンドウを狭め、金型鋼への腐食性を高め、表面仕上げに影響を与え、リサイクルの流れを複雑にします。このガイドでは、UL94 評価システムを詳細に説明し、各主要な FR 化学反応が射出成形装置や工具とどのように相互作用するかを説明し、FR 材料を使用する際の金型設計と鋼材の選択に関する実用的な仕様を提供します。
1. 射出成形において難燃性が重要な理由
プラスチックは燃えます。ほとんどのエンジニアリング熱可塑性プラスチック (ABS、PP、PA、PC) は本質的に可燃性であり、限界酸素指数 (LOI) は 17 ~ 28% です。電気エンクロージャ、EV バッテリーハウジング、家庭用電化製品、航空機内装、建築パネルなど、発火の危険性がある用途では、未変性ポリマーは火災安全規制を満たすことができません。
難燃剤は、1 つ以上のメカニズムによってこれに対処します。
- 気相遮断 — FR ラジカルは火炎ゾーンでの燃焼連鎖反応を停止します (ハロゲンベースのシステム)
- イワナの形成 — FR 化学は、基材を炎から絶縁する炭素質の表面層を促進します (リンベースの膨張システム)
- 吸熱分解 — FR 添加剤は分解によって熱を吸収し、基材を発火温度以下に冷却します (金属水酸化物: ATH、MDH)。
- 物理的希釈 — 不活性充填剤により、化合物の可燃性部分が減少します。
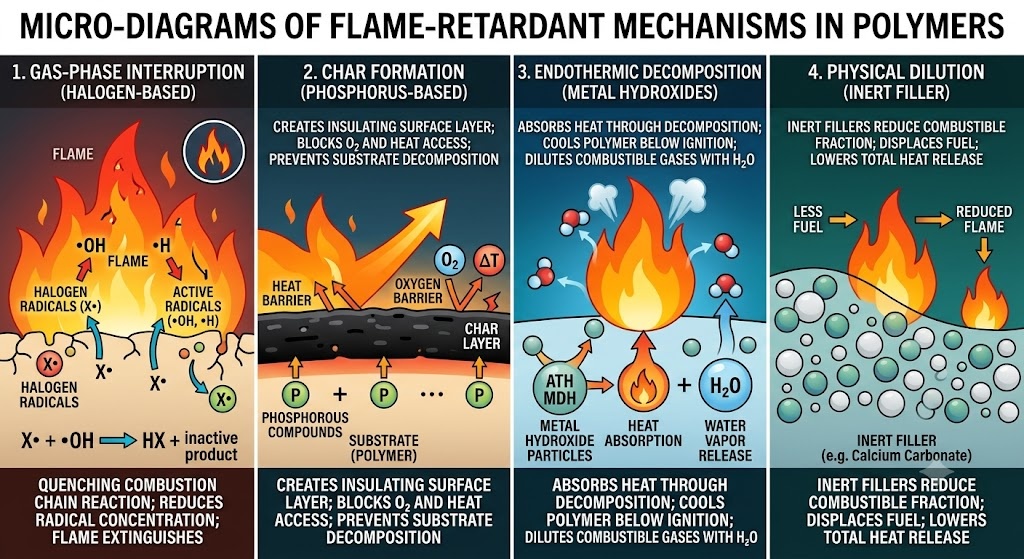
射出成形機にとっての課題は、これらの機構が熱によって活性化されることです。これと同じ刺激が成形プロセスを駆動するのです。 FR 添加剤は、バレル内での使用に耐えられるほど熱的には安定していますが、火災の中で機能するほど十分に反応性があり、加工や工具に直接影響を与える狭いエンジニアリング ウィンドウを表します。
2. UL94 評価システム: 分類の実際の意味
UL94 (機器および家電製品の部品用プラスチック材料の燃焼性試験の規格) は、プラスチックの可燃性分類に関する主要な世界基準です。それぞれの定格が何を要求し、何を要求しないのかを理解することは、正しい仕様を実現するために不可欠です。
2.1 試験方法の概要
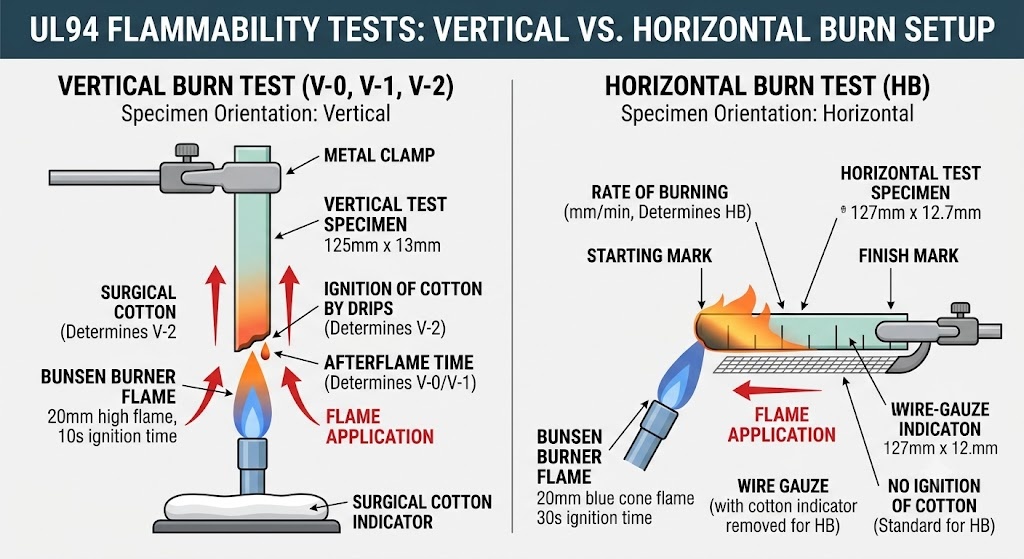
UL94 テストは、原材料ではなく、成形試験片に対して実施されます。試験片の形状は重要です。規格では厚さのカテゴリ (通常は 0.8 mm、1.6 mm、3.2 mm) が指定されており、評価は厚さに依存します。 3.2 mm で V-0 と評価された材料は、0.8 mm でのみ V-2 を達成できます。
2 つの主要なテスト シリーズ:
垂直燃焼テスト (V-0、V-1、V-2、5VA、5VB): 125 mm × 13 mm の試験片を垂直に保持し、10 秒間隔で 2 回規定の火炎にさらします。滴下、残炎時間、試験片の下にある綿製インジケータの点火によって評価が決まります。
水平燃焼試験 (HB): 127 mm × 12.7 mm の試験片を水平に保持します。これは最も低い分類です。FR 処理を施していないほとんどの汎用ポリマーは、十分な厚さで HB を達成します。
2.2 分類基準
| 評価 | 残炎 ≤ (各アプリケーション) | 総残炎 ≤ (5 つの試験片) | 滴下すると綿が発火する? | 残光 ≤ | 注意事項 |
|---|---|---|---|---|---|
| V-0 | 10秒 | 50秒 | いいえ | 30秒 | 最も厳格な垂直方向 |
| V-1 | 30秒 | 250秒 | いいえ | 60秒 | 中層垂直型 |
| V-2 | 30秒 | 250秒 | はい許可されます | 60秒 | 滴下可 |
| 5VA | — | — | いいえ | — | いいえ burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | いいえ | — | プラークの焼き付きは許可されています。 V-1よりも厳しい |
| HB | 燃焼 ≤ 76 mm/min (>3mm) または消火 | — | 該当なし | — | 最低。ほとんどの汎用プラスチック |
2.3 実際の評価: 規制当局と OEM が実際に指定するもの
| アプリケーション | UL94の最小要件 | 注意事項 |
|---|---|---|
| 家電製品の筐体 (IEC 62368-1) | V-1またはV-0 | 壁の厚さと内部の熱源によって異なります |
| EVバッテリーハウジングとBMSエンクロージャ | V-0 ≤1.6 mm | 多くの場合、OEM 固有の熱暴走要件によって強化されます |
| 自動車用電気コネクタ (USCAR-2) | V-0 ≤0.8 mm | 非常に薄い壁 - 材料の選択肢が大幅に狭まります |
| 家庭用電化製品のハウジング (IEC 60335) | V-1またはV-0 | カテゴリに依存する |
| 産業用電気エンクロージャ (IEC 61439) | V-0または5VA | 大型エンクロージャ向けに 5VA の仕様が増加 |
| 航空機内装部品 (FAR 25.853) | いいえt UL94 — uses OSU heat release and vertical bunsen tests | UL94 は航空宇宙には不十分です |
| 建築および建設 (EN 13501) | ユーロクラス B–E システム、UL94 ではない | 全く異なる試験基準 |
重要な点: UL94 評価は、特定の色、厚さ、ロット認証についてサプライヤーによって報告されます。 V-0 を達成する黒色の PC/ABS ハウジングは、白または自然の V-0 を保証するものではありません。FR 添加剤と顔料システムとの相互作用は性能に影響を及ぼし、UL94 イエロー カードには承認された色が明示的にリストされています。
3. 主要な FR 化学ファミリーとその処理プロファイル
3.1 ハロゲン系難燃剤(臭素系・塩素系)
メカニズム: ハロゲンラジカルは、気相での燃焼連鎖反応を中断します。低負荷レベル (5 ~ 15 phr) で非常に効果的で、機械的特性への影響を最小限に抑えながら V-0 を実現します。
一般的なシステム:
- デカブロモジフェニル エタン (DBDPE) 三酸化アンチモン相乗剤 — ABS、HIPS、PA
- テトラブロモビスフェノール A (TBBPA) オリゴマー — PC/ABS ブレンド
- 塩素化パラフィン — 低コストの汎用用途
処理動作:
- ほとんどの配合物で 280 ~ 300℃ まで熱安定性 - ABS、PA66、PC の処理温度と互換性あり
- 300℃を超えると、HBr/HClガスの発生が急激に加速します。 バレル温度の超過により腐食性ガスの放出が発生する
- 停止時には中性キャリア (HDPE または PP) によるパージが必須です。閉じ込められた臭素化物質が劣化し、バレルやスクリューの表面を攻撃します。
- 標準工具鋼に対する腐食性: プロセス逸脱時に生成される HBr および HCl は、P20 および H13 を攻撃します。通常の状態では深刻ではありませんが、大量生産では累積的に発生します
ツールへの影響:
- 適切に制御されたプロセスに適合する標準 P20 キャビティ鋼
- めっき (硬質クロムまたは無電解ニッケル) は、大量生産または上限温度付近で実行されるプロセスに推奨されます。
- パージプロトコルはプロセス指示書に文書化する必要があります。フラッシュによる燃焼エピソードにより、ゲートやベントに局所的な腐食ピットが発生します。
規制状況: REACH SVHC リストには、いくつかの臭素化 FR 化合物が含まれています。 RoHS 指令は PBB および PBDE を制限します。 DBDPE は現在 EU と米国では制限されていませんが、継続的な見直しの対象となります。 REACH/RoHS 準拠のグレードのみを指定します。サプライヤーの宣言を毎年確認します。
3.2 リン系難燃剤(ハロゲンフリー)
メカニズム: ポリマー表面での炭化層の形成を促進し、酸素のアクセスを物理的にブロックし、基材を絶縁します。一部のリン系には気相活性もあります。
一般的なシステム:
- レゾルシノール ビス(ジフェニル リン酸) (RDP) — PC/ABS ブレンド (ハロゲンフリー V-0 PC/ABS の主要システム)
- ジエチルホスフィン酸アルミニウム (AlPi、Clariant Exolit® OP シリーズ) — PA6、PA66、PBT
- ポリリン酸メラミン (MPP) — PA6、PA66
- 赤リン — PA、PBT (取り扱い上の危険性があるため、現在はほとんど使用されていません)
処理動作:
- PC/ABS の RDP: 溶融粘度を低下させます (加工温度で可塑剤として機能します) → フラッシュのリスクが増加する 、型締力マージンが減少します
- PA グレードの AlPi: 320°C までの熱安定性、粘度の影響が最小限 — 現在入手可能な最もプロセスに優しい FR システム
- PA の MPP: 中程度の安定性。 290℃を超えるとアンモニアやメラミンの蒸気が発生します。 表面の膨れとシルバーの縞模様 — 溶融温度を PA 範囲の下限に維持します
- すべてのリン系: 保管中の湿気の取り込みにより性能が低下し、スプレイ/シルバー ストリークが発生します。 乾燥仕様は未充填グレードより厳しい
乾燥要件 (リン FR グレード):
| ベースポリマー | 標準グレードの乾燥 | FRグレード乾燥 | 追加メモ |
|---|---|---|---|
| PA6 | 80℃ / 4時間 | 85℃ / 6~8時間 | MPP グレードは特に湿気に敏感です |
| PA66 | 85℃ / 4時間 | 90℃ / 6~8時間 | AlPi グレードはより寛容です |
| PBT | 120℃ / 4時間 | 130℃ / 5~6時間 | FR PBTは湿気に非常に弱い |
| PC/ABS | 90℃ / 3~4時間 | 95℃ / 4~6時間 | RDP はストレージ上に移行します - 開封後はすぐに使用してください |
ツールへの影響:
- RDP の移行: RDP を使用した PC/ABS では、時間の経過とともにリン酸エステルが部品表面や金型キャビティに移行する可能性があります。これにより、次のような問題が発生します。
- モールドデポジットの蓄積 キャビティ表面 (白色または黄色の残留物) では、実行条件に応じて 50,000 ~ 150,000 ショットごとにクリーニングが必要
- 表面光沢の低下 金型が洗浄されていない場合、部品に問題が発生します。クラス A の表面では重要です。
- ステンレス鋼 (S136) または硬質クロムメッキ P20 により、堆積物の付着が軽減され、洗浄が簡素化されます。
- PA の AlPi グレードは最も工具に優しい FR システムであり、堆積物、腐食が最小限に抑えられます。
3.3 窒素系難燃剤(メラミン系)
メカニズム: 主に窒素放出による気相希釈。リンと組み合わせると炭化が促進されます (膨張系)。
一般的なシステム:
- メラミンシアヌレート (MC) — PA6、PA66 (V-2 は達成可能、相乗剤なしでは V-0 は困難)
- ポリリン酸メラミン (MPP) — PA6、PA66 (V-0 achievable in combination)
- 膨張性システム (APP ペンタエリスリトール メラミン) — PP、PE (主にハロゲンフリーのケーブルおよびフィルム用途向け)
処理動作:
- PA 中の MC: 320°C で分解し、イソシアン酸とメラミン蒸気を放出します — PA66/MC コンパウンドの溶融温度の厳しい上限は 290°C
- 金型キャビティ表面のメラミンが昇華すると、白い粉状の堆積物が形成されます。頻繁にキャビティの清掃が必要です
- 膨張性 PP システム: せん断に非常に敏感です。射出速度が速いと、FR 成分の分離や縞模様が発生します。
ツールへの影響:
- メラミン昇華物の堆積は、FR グレードのカテゴリで最も深刻な金型汚れの問題です。
- クロムメッキまたは PVD コーティングされたキャビティは、堆積物の付着を大幅に軽減します - メンテナンス間隔はコーティングされていないものより 2 ~ 3 倍長くなります
- 堆積物による通気口の詰まりは重大なリスクです。通気口はアクセスしやすいように設計され、定められたスケジュールで清掃する必要があります (通常は 30,000 ~ 80,000 ショットごと)。

3.4 金属水酸化物難燃剤 (ATH、MDH)
メカニズム: 吸熱分解により水蒸気が放出され、基材が冷却され、可燃性ガスが希釈されます。ハロゲン、リン、窒素を含まず、加工副生成物の観点から最もクリーンな化学薬品です。
一般的なシステム:
- アルミニウム三水和物 (ATH) — 180 ~ 200°C で分解します。 200°C 未満で処理されたポリマー (EVA、LDPE、PVC) への使用を制限します。
- 二水酸化マグネシウム (MDH、ブルーサイト) — 300 ~ 320°C で分解します。 PP、PA6への適用範囲を拡大
処理動作:
- V-0 を達成するには非常に高い荷重 (40 ~ 65 重量%) が必要です。化合物密度が劇的に増加し、機械的特性が低下します。
- 充填剤の充填量が多いと溶融粘度が大幅に増加します - より高い射出圧力が必要になり、充填時間が長くなります
- ネジ、バレル、金型キャビティの研磨剤 — 摩耗率が高い 、ガラス入りグレードと同様
- MDH/ATH 化合物は、ハロゲン/リン系と比較して、単位負荷あたりの LOI 改善効率が非常に低く、薄壁での V-0 が必要な場合にはほとんど使用されません。
ツールへの影響:
- 摩耗目的ではGF30~GF40と同等として扱ってください。
- 硬化ゲートインサート (≥52 HRC) 必須
- ランナーとゲートの設計では、フィラーの凝集とゲートの侵食を防ぐために、せん断を最小限に抑える必要があります (未充填の同等の直径よりも大きい)。
- キャビティ鋼: H13 または同等の焼入れ工具鋼 - P20 は ATH/MDH の大量生産には限界です
4. FRグレードの加工パラメータ調整
表: プロセスウィンドウ調整とベースポリマーの比較
| パラメータ | 方向 | マグニチュード | 理論的根拠 |
|---|---|---|---|
| 溶融温度 | 下位 | 標準より 5 ~ 20°C 低い | FRの熱分解を防ぐ |
| バレル滞留時間 | 最小化する | 最大 5 分未満の設計 | 劣化は時間×温度に依存します |
| 射出速度 | 減らす | 10~20% | せん断による分解を軽減します。フラッシュリスクの軽減 (RDP) |
| 背圧 | 減らす | 10~20% below standard | せん断熱の発生を低減する |
| スクリュー速度 | 減らす | 10 ~ 15% RPM | 同じ理論的根拠 |
| パージプロトコル | 必須 | 毎回シャットダウンごとに | 実行間の腐食劣化を防止 |
| 乾燥 | 温度と時間を増やす | セクション 3.2 の表を参照 | FRグレードは湿気に敏感です |
| 金型温度 | 下位 end of range | 可能な限り | 堆積物の形成を減らす(メラミンシステム) |
| ホットランナー温度 | 実行可能な最小限の | 充填が可能な限り低くする | FR 劣化の最も重要なゾーン |
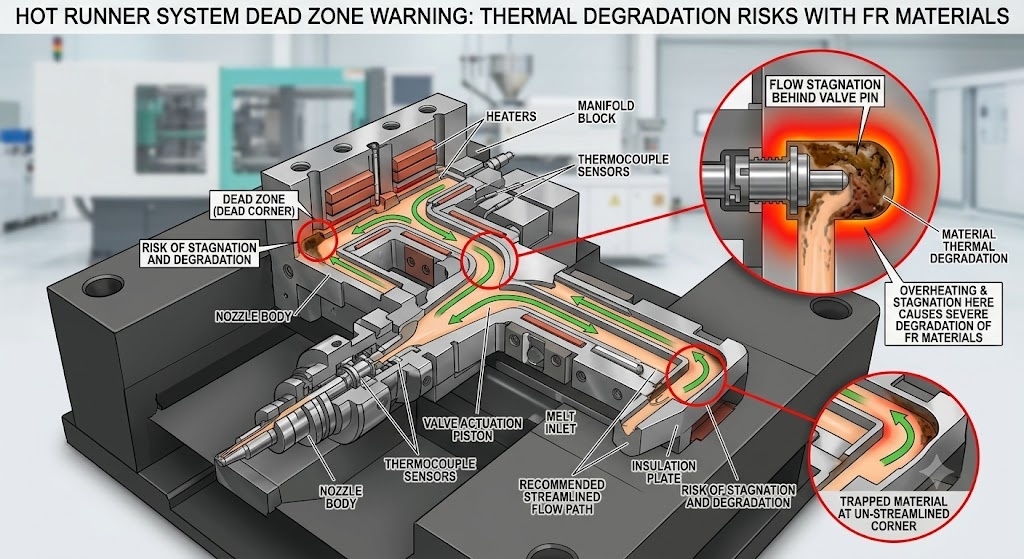
ホットランナーの考慮事項
ホット ランナーは、FR 材料劣化の最も危険なゾーンです。マニホールドとノズル チップは溶融物を継続的に温度に維持します。デッド ゾーン (バルブ ステムの後ろ、不適切に設計されたマニホールドの曲がり部分) では、滞留時間が 30 ~ 60 分になる場合があります。これは、ほとんどの FR システムの性能を低下させるのに十分です。
FR グレードの必須のホット ランナー設計要件:
- 完全な流線型 (デッド コーナーなし) マニホールド ジオメトリ - ホット ランナー サプライヤーに指定
- 充填要件に一致する最小マニホールド容積 - マニホールドが大きすぎると滞留時間が増加します
- ノズルごとの独立したゾーン温度制御 - 正確な最低温度管理が可能
- オープンゲートよりもバルブゲートの方が好ましい - 生産停止中の確実な遮断が可能
- シャットダウン時の温度低下: 5 分を超える生産停止が発生すると、すぐに 150 ~ 170°C に下がります。
5. 金型鋼材と表面処理の選定
表:FR化学による推奨金型鋼
| FRシステム | ベースポリマー | キャビティスチール | コアスチール | ゲートインサート | 表面処理 | 注意事項 |
|---|---|---|---|---|---|---|
| 臭素化(DBDPE) | 腹筋、ヒップ | P20またはS136 | P20 | H13焼入 | 硬質クロムまたはENメッキ | 大量生産にはメッキが重要 |
| RDP(リン酸エステル) | PC/ABS | S136 を推奨 | P20 | S136 | PVDまたはENメッキ | デポジット付着力はS136が最も低い |
| AlPi(ホスフィン酸アルミニウム) | PA、PBT | P20またはH13 | P20 | H13 | オプションのクローム | 最もツーリングに優しい FR システム |
| メラミン(MC、MPP) | PA6、PA66 | P20クロームまたはS136 | P20 | H13 | ハードクロム必須 | コーティングなしではひどい昇華堆積物 |
| ATH / MDH(金属水酸化物) | PP、PA、EVA | H13焼入 | H13 | H13または超硬 | クロムまたはPVD | 研磨性フィラーコンパウンドとして扱う |
| 固有(PPS、PEEK) | PPS、ピーク | S136または420SS | S136 | S136 | オプション | 溶融温度では腐食性。ベーススチールの腐食リスク |
FR用途の表面処理性能比較
| 治療 | 耐食性 | デポジットのリリース | 硬度(HV) | 最高温度 | コストプレミアム |
|---|---|---|---|---|---|
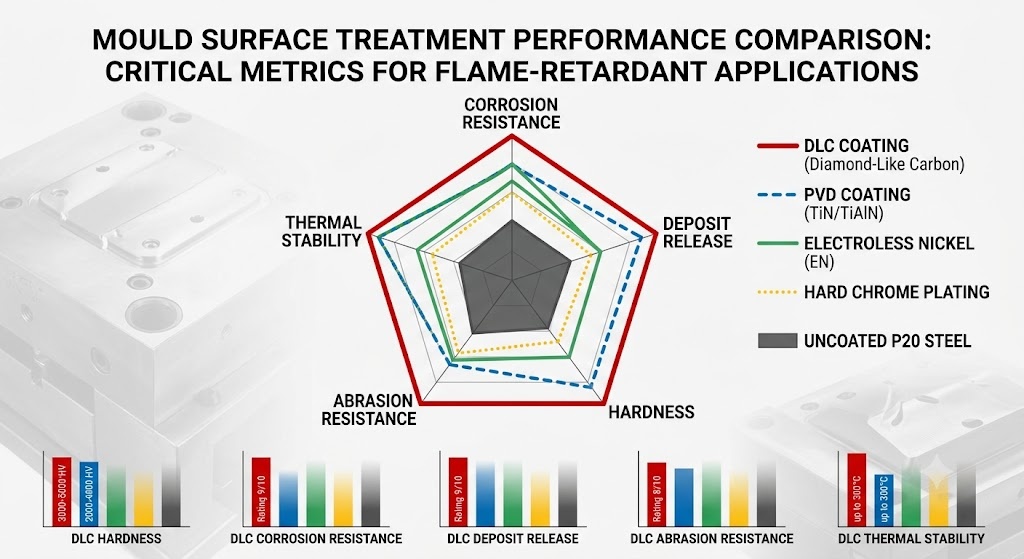
| 硬質クロムメッキ | 良い | 中等度 | 900–1100 | 400℃ | 15~25% |
| 無電解ニッケル (EN) | 素晴らしい | 良い | 500~700 | 260℃ | 10~20% |
| PVD(TiN、TiAlN) | 良い | 良い–Excellent | 2000–3300 | 400~600℃ | 20~35% |
| DLC(ダイヤモンドライクカーボン) | 素晴らしい | 素晴らしい | 3000~5000 | 300°C | 30~50% |
| ノンコート P20 | 貧しい | 貧しい | 300~350 | — | ベースライン |
DLC コーティングは、メラミン系 FR グレードで最高の堆積物剥離性能を実現します。特に、キャビティ洗浄のダウンタイムが重要な大量の PC/ABS および PA エンクロージャの生産に価値があります。
6. FRグレードのベント設計
難燃性化合物は、未充填グレードよりも多くのアウトガスを発生します。分解副生成物、金属水酸化物からの水分、揮発性添加剤はすべて、キャビティから排出する必要があるガスを生成します。通気が不十分だと次のような原因が発生します。
- ディーゼル効果燃焼 最終充填位置 - ゲートの赤みや材料の劣化として誤診されることが多い炭の堆積
- ショートショット 厚い部分のガス背圧から
- 表面の膨れ 閉じ込められた湿気または揮発性 FR コンポーネントから
FR グレードのベント深さの推奨事項
| 材質・FR方式 | ベント深さ (ランド、mm) | 通気口幅(mm) | ベントリリーフ深さ (mm) | 清掃間隔 |
|---|---|---|---|---|
| ABS/臭素化FR | 0.012~0.018 | 5~8 | 0.5 | 100,000ショットごと |
| PC/ABS/RDP | 0.010~0.015 | 5~8 | 0.5 | 80,000ショットごと |
| PA66 / アルピ | 0.010~0.015 | 4~6 | 0.3 | 120,000ショットごと |
| PA6/メラミン | 0.008~0.012 | 4~6 | 0.3 | 30,000 ~ 50,000 ショットごと |
| PP / ATH 膨張性 | 0.015~0.020 | 6~10 | 0.5 | 80,000ショットごと |
| PPS (固有 FR) | 0.005~0.008 | 3~5 | 0.2 | 150,000ショットごと |
メラミンベースの FR コンパウンドは、最も強力なベント汚れ挙動を示します。 PA6/MC を実行している生産金型がスケジュールどおりに洗浄されていない場合、50,000 ショット以内にベントが詰まり、焼け、ショート ショット、部品の不良が発生します。
設計上の推奨事項: ガス放出傾向の高い FR グレード (メラミン、膨張システム) の場合は、可能な限りベントを交換可能なインサートとして設計します。これにより、金型がきれいな予備セットで稼働し続けている間、オフラインでベントのクリーニングを行うことができます。
7. 品質とコンプライアンスの考慮事項
7.1 UL94 イエローカードの検証
材料データシートに印刷されている UL94 定格は、サプライヤーの宣伝文句です。信頼できる情報源は、 UL Product iQ データベース (旧称 Yellow Card) 。 UL94 規制のアプリケーションに FR 材料を指定する前に、以下を確認してください。
- 正確なグレードとロットは現在のイエローカードリストと一致します
- 評価は部品の壁の厚さに適用されます。多くの材料は、壁が薄くなるにつれて 1 つの評価クラスを失います。
- 色はリストされています - 顔料システムは FR パフォーマンスに影響します
- 証明書の有効期限は現在のものです。UL は定期的に再テストを実施しており、格付けは取り消される場合があります。
7.2 FR パフォーマンスに対する色の影響
顔料システムは FR 添加剤と相互作用し、完全な UL94 クラスの性能を低下させる可能性があります。カーボン ブラック (黒色コンパウンドに使用) は一般に FR 性能を向上させ、炭化を促進します。白色顔料 (TiO₂) は中性からわずかに陰性です。有機顔料 (特に黄色および赤色のアゾ顔料) は、リン FR システムに干渉する可能性があります。
ルール: FR パフォーマンスは、ナチュラルまたはブラックの参照データのみではなく、常に製品の色で評価してください。お客様が複数の色の V-0 を必要とする場合は、色ごとに個別に UL イエロー カード認証を取得してください。
7.3 ウェルドラインおよびニットラインの FR 性能
射出成形 FR 部品のウェルド ライン領域は通常、バルクと比較して難燃性が低下します。溶接ゾーンでは、ガラス繊維がフロー フロントと平行に整列し、FR 添加剤の分布が不均一になる可能性があります。試験には、重要な火災安全要件がある用途の溶接線領域から切り取った試験片を含める必要があります。
7.4 再生とリサイクル
FR 添加剤、特にハロゲン化システムは、耐用年数が終了した後のリサイクル性を複雑にします。臭素化 FR コンパウンドからのプロセス内再研磨 (スプルー、ランナー、不合格部品) には、以下が必要です。
- 最大再生率: 10 ~ 15 重量% — 再生率が高くなると FR 性能が低下し、ガス発生が増加します
- リグラインドは FR 化学ファミリー間で混合してはなりません - ハロゲンフリー化合物を汚染する臭素化リグラインドはコンプライアンスの不確実性を引き起こします
- トレーサビリティのためのプロセス記録における再研磨率の文書化
8. トラブルシューティング: 一般的な FR グレードの欠陥と根本原因
| 欠陥 | 考えられる FR 関連の原因 | 是正措置 |
|---|---|---|
| シルバースジ・スプレイ | FRコンパウンド中の水分。揮発性FR分解 | 乾燥時間/温度を増やします。溶融温度を下げる。材料の保管場所を確認する |
| ゲート部分の黄色/茶色の変色 | ホットランナーノズルでのFR熱分解 | ノズル温度を下げます。滞留時間を最小限に抑える。より頻繁にパージする |
| キャビティ表面に白い付着物が付着 | メラミン昇華 (MC/MPP システム) または RDP 移行 | 適切な溶剤でキャビティを洗浄します。掃除の頻度を増やす。 DLCコーティングを検討する |
| 最後に充填した場所で燃焼 | 換気が不十分。 FR分解によるアウトガス | 火傷箇所に通気孔を追加または深くします。射出速度を下げる |
| フラッシュ(新たな始まり) | RDPは粘度を下げる可塑剤として機能します | 溶融温度を下げます。材料の MFI と以前のロットを比較します。射出速度を下げる |
| 光沢の低下 | FRマイグレーションによるカビの堆積 | きれいなキャビティ。 PVDまたはDLCコーティングを適用します |
| ショートショット (previously stable tool) | FR堆積物による通気口の詰まり | 通気口をすぐに掃除してください。計画的なベントメンテナンスを実施する |
| 層間剥離・層剥離 | 不適合な再生材の汚染。湿気 | 再生材の汚染を排除します。乾燥を確認します。ロット証明書をチェックする |
| 生産部品のUL94テスト不合格 | 再認定なしで色の変更。再生材過剰率。認定よりも薄い壁 | 色を再認定します。再生材を減らす。薄い部分の壁の厚さを確認する |
9. 結論
難燃性射出成形グレードは、標準的なエンジニアリング熱可塑性プラスチックにはない、プロセスの敏感さ、工具の攻撃性、およびコンプライアンスの複雑さの独特の組み合わせを示します。 FR 材料の管理を誤ると、その影響は部品の品質を超えて広がります。劣化した FR コンパウンドは、スクリューやバレルを腐食し、通気口を塞ぎ、キャビティに堆積し、最悪の場合、加工環境で有毒ガスを発生させる可能性があります。
信頼性の高い FR グレードの生産への道は体系的です。適用温度と規制要件に適した FR 化学物質を選択し、その化学物質に適した金型鋼と表面処理を指定し、より厳格な乾燥とプロセス制御を実施し、FR コンパウンドの加速される汚れと摩耗特性を考慮した予防保守スケジュールを確立します。設計段階でこれらの要素を調整するコストは、本番環境で要素を修正するコストの数分の一で済みます。
関連記事:
- EV バッテリー ハウジング射出成形: PA66 GF50 対 PPS GF40 — エンジニアリングのトレードオフ
- 2026 年の射出成形材料トップ 8
- 高精度射出成形用金型用鋼の選定ガイド
- 射出成形における金型バリの原因、予防、除去
- プラスチック射出成形における最適な表面仕上げの実現
IMTEC金型 | Nr.818 Jinyuan Road、鄞州、寧波、315100、浙江省、中国 | [email protected] | 86 153 5648 7586

