
バリは射出成形で最も一般的な欠陥の 1 つであり、最も誤診される欠陥の 1 つです。パーティング ライン、エジェクター ピン、またはインサートの境界面に現れる余分な材料の薄いフィンは、根本的な原因が工具にある場合、プロセス パラメータだけが原因であることがよくあります。このガイドでは、7 つの根本原因カテゴリすべてをカバーする体系的な診断フレームワーク、定量化された予防基準、フラッシュを効率的に排除するための是正措置の優先順位マトリックスを提供します。
1. モールドフラッシングとは何ですか?
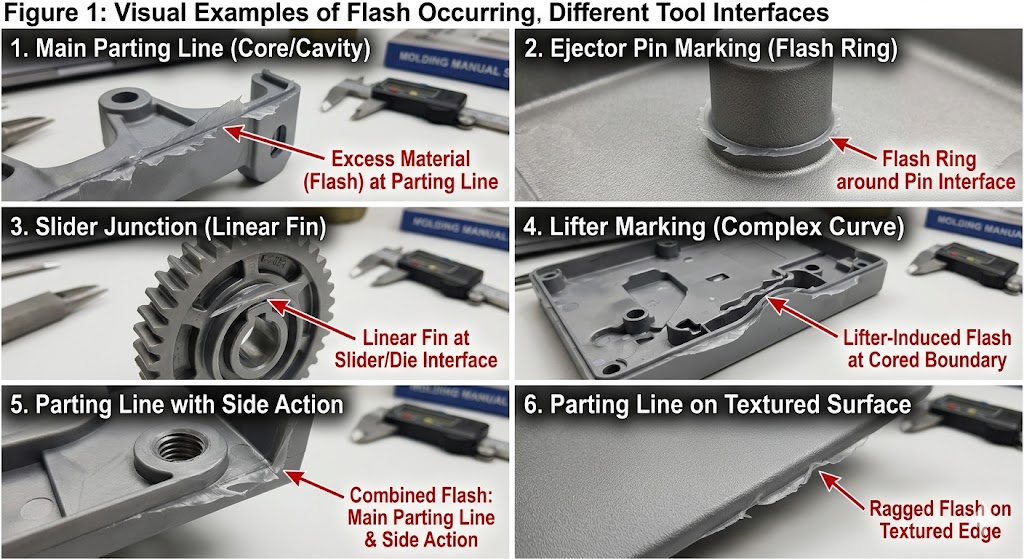
バリ (別名: フラッシング、バリ) は、固化する前に金型の隙間を通って金型キャビティから漏れ出る余分な材料です。これは、次の場所でパーツに取り付けられた薄いフィン、ウェブ、または羽状のエッジとして表示されます。
- パーティングライン — 最も一般的な場所
- エジェクタピンインターフェース — ピン面の周りの円形のフラッシュ リング
- スライドとリフターのインターフェース — サイドアクション接触面に沿った直線状のフィン
- 境界を挿入する — インサート成形における金属インサート外周部
- 通気口の位置 — 通気口が大きすぎるか腐食している場合
- 遮断面 — コア付きフィーチャーおよびスルーホール内
Flash は単なる表面的なものではありません。二次的なトリミング操作が追加され、組み立ての干渉の危険があり、鋭いエッジが生成され (怪我やシールの破損の危険)、医療または食品と接触する用途では規制不適合の原因となります。さらに重要なのは、これは金型システム内のギャップを示しており、未処理の場合、ショットごとに徐々に広がります。
2. 7 つの根本原因カテゴリ
バリの直接的な原因は常に同じです。つまり、材料に圧力がかかり、隙間が見つかることです。しかし、そのギャップの原因は 7 つの異なるカテゴリに分類され、それぞれに異なる是正措置が必要になります。
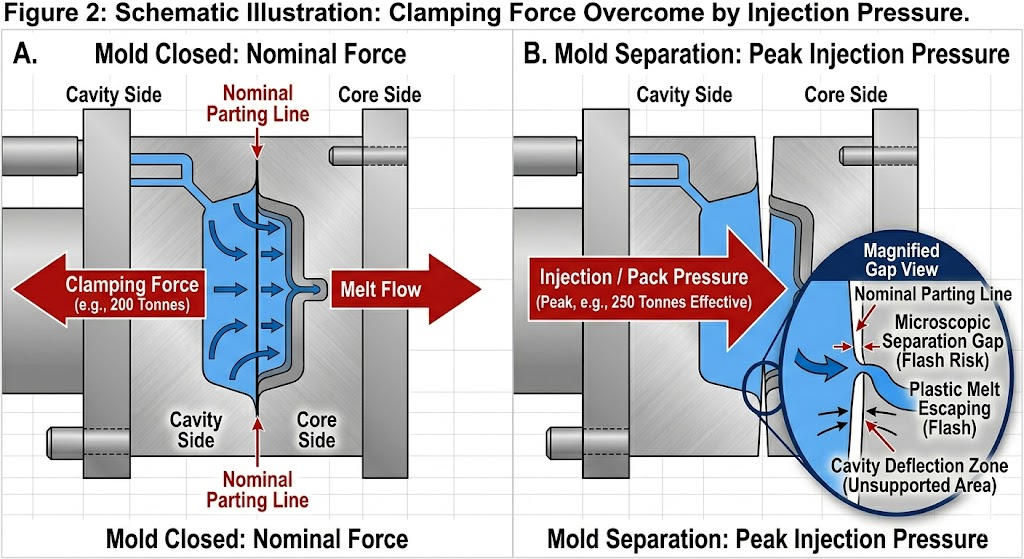
2.1 クランプ力の不足
最も見落とされがちな原因。射出圧力が成形品とランナー システムの投影領域に対するプレスの有効クランプ力を超えると、充填および保圧中に金型プレートが瞬間的に分離し、パーティング ラインに動的ギャップが生じます。
診断チェック:
必要な型締力 (トン) = 投影面積 (cm2) × キャビティ圧力 (MPa) ÷ 100平均キャビティ圧力 80 MPa で充填された投影面積 180 cm² の部品 (ランナーを含む) の場合:
必要なクランプ = 180 × 80 ÷ 100 = 最小 144 トン20 ~ 25% の安全マージンを追加 → 最低175~180トン。
この部品を 150 トンのプレス機で実行すると、他のパラメーターの調整に関係なく、パーティング ラインのフラッシュが発生します。
よくある間違い: ランナー システムを除く、パーツのみから投影面積を計算します。スプルー、ランナー、ゲートは、投影面積とキャビティ圧力に大きく影響します。
| 材質 | 一般的なキャビティ圧力範囲 | クランプ力の経験則 |
|---|---|---|
| PP、PE(薄肉) | 40~80MPa | 0.4~0.8t/cm2 |
| ABS、PS | 50~90MPa | 0.5~0.9t/cm2 |
| PA6、PA66 | 60~100MPa | 0.6~1.0t/cm2 |
| PC、PC/ABS | 80~130MPa | 0.8~1.3t/cm2 |
| PPS、LCP | 90~150MPa | 0.9~1.5t/cm2 |
| POM | 70~110MPa | 0.7~1.1t/cm2 |
2.2 パーティング面の摩耗または損傷
パーティング面 (PS) は、キャビティと大気の間の主要なシールです。摩耗、衝撃による損傷、EDM 放電加工、不適切な表面硬度など、完全な平坦度からの逸脱が発生すると、材料が漏れ出す可能性があります。
重要な許容誤差:
| 金型サイズ | 最大許容PS平坦度偏差 | 推奨鋼硬度 |
|---|---|---|
| 小型 (<250 × 250 mm) | 0.005mm | 48–52 HRC |
| 中型 (250 ~ 500 mm) | 0.008mm | 48–52 HRC |
| 大型 (>500 mm) | 0.010~0.012mm | 44–48 HRC |
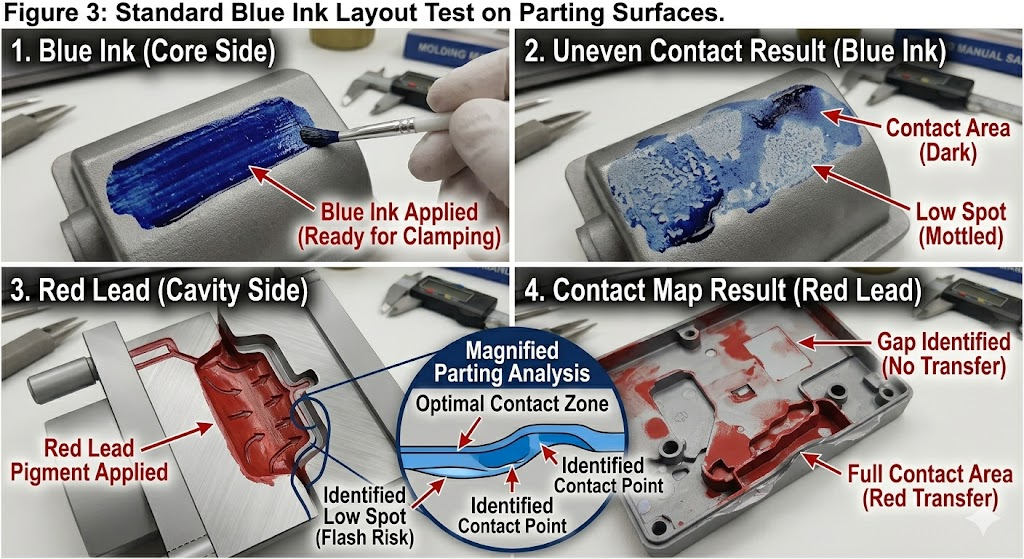
検査プロトコル: 青色のインク転写テストまたは隙間ゲージでパーティング面全体をスイープします。一般材料で 0.010mm を超えるギャップ、または低粘度材料 (LCP、PPS) で 0.005 mm を超えるギャップは、フラッシュのリスクがあります。
重大度別の修復方法:
| ダメージタイプ | 修理方法 | リードタイム |
|---|---|---|
| 軽微な摩耗 (<0.05 mm の低領域) | レーザー溶接再研磨 | 1~3日 |
| 中程度の摩耗 (0.05 ~ 0.2 mm) | スプレー溶接またはTIG溶接の再加工 | 3~5日 |
| 衝撃によるダメージ・へこみ | レーザー溶接 EDM 再スパーク | 2~4日 |
| 広範囲にわたる摩耗 (>0.2 mm) | 平面研削盤によるフルPS再スキム | 3~7日 |
| 同じ場所を繰り返しフラッシュする | 硬化表面溶接 (ステライト) 再研磨 | 5~10日 |
2.3 過剰な射出速度または射出圧力
プロセス パラメータによってキャビティ圧力が型締力の能力を超えた場合、または射出速度が十分に高く、型締力が完全に発達する前にパーティング ラインで油圧ウェッジ効果が発生した場合、幾何学的に完璧な金型であってもバリが発生します。
フラッシュが発生するプロセス条件:
- 射出速度が非常に高く設定されているため、キャビティが 0.3 秒未満で充填されます。ピーク圧力スパイクが瞬間的にクランプ能力を超えます。
- 低粘度材料では保圧圧力を射出圧力の 80% 以上に設定
- ゲート凍結を超えた保持時間の延長 - ゲート凍結後の継続的な圧力により、部品の保圧ではなく金型プレートに力が伝達されます。
- 溶融温度が高すぎる - 粘度が低下し、材料がより積極的に隙間に流れ込みます
プロセス調整シーケンス (工具介入前):
- 射出速度を 10% ずつ下げます - バリが減少するかどうかを確認します
- 保圧圧力を充填圧力の 60 ~ 70% に下げます。
- ホールド時間がゲート フリーズオフ時間を超えていないことを確認します (ゲート フリーズ スタディを使用)
- 溶融温度を 5 ~ 10°C 下げる
- 4 つの調整をすべて行ってもフラッシュが続く場合、根本的な原因はプロセスではなくツールにあります。
2.4 材料の粘度が低すぎる
低粘度の材料は、標準粘度の材料が埋める隙間に流れ込みます。これが、PPS、LCP、および低分子量 PA グレードが ABS や PP よりも厳しい分割面公差を必要とする理由です。
フラッシュリスク指標としてのメルトフローインデックス (MFI):
| MFI 範囲 (g/10 分) | フラッシュリスクカテゴリ | 最大許容PSギャップ |
|---|---|---|
| < 5 | 低い | 0.020mm |
| 5~20 | 中等度 | 0.015mm |
| 20~50 | 高 | 0.010 mm |
| > 50 (例: LCP、薄肉 PP) | 非常に高い | 0.005~0.008mm |
材料ロットバリエーション: MFI は、同じグレード内のロット間で ±15 ~ 25% 異なる場合があります。あるロットでフラッシュしきい値で稼働している金型は、次のロットでフラッシュする可能性があります。受信した MFI を金型認定データと照合して常にチェックしてください。
2.5 金型温度が高すぎる
金型温度が上昇すると、パーティング面と接触する溶融層の粘度が低下し、材料が隙間に浸透するのに十分な流動性を示す時間が長くなります。これは特に次の場合に重要です。
- 融点が鋭い結晶性材料(POM、PPS、PA)
- 材料は推奨金型温度範囲の上限近くで稼働します
- マニホールドの熱が浸み込むホット ランナー金型では、金型プレートの温度が局所的に上昇する可能性があります
経験則: 金型温度が推奨最小値を 10℃上回るごとに、フラッシュ感度が粘度グレード約 1 グレードずつ増加します。これは、MFI の 20% 増加に相当します。
2.6 金型設計の欠陥
固有のバリリスクを生み出す金型設計の幾何学的特徴:
サポートされていないパーティング サーフェス スパン: 支柱のない大きな平らなパーティング面は、キャビティの圧力によってたわみます。 P20 鋼の 400 × 400 mm のサポートされていないモールド プレートは、80 MPa で 0.03 ~ 0.08 mm たわみます。これは、周囲にバリが生じるのに十分な量です。
支柱の設計ルール: 中型金型の場合、サポートピラー間のサポートされていない最大スパン = 150 mm。高圧材料(PC、PPS)の場合は、120 ~ 130 mm の中心にピラーを追加します。
パーティングラインのランド幅が不十分: 「ランド」(パーティング面のキャビティにすぐ隣接する狭い平らな帯)は、圧力による変形に耐えられるように十分な幅がなければなりません。推奨される最小ランド幅:
| 材質 | 最小ランド幅 |
|---|---|
| PP、PE、ABS | 3~5mm |
| PA、POM、PC | 5~8mm |
| PPS、LCP | 8~12mm |
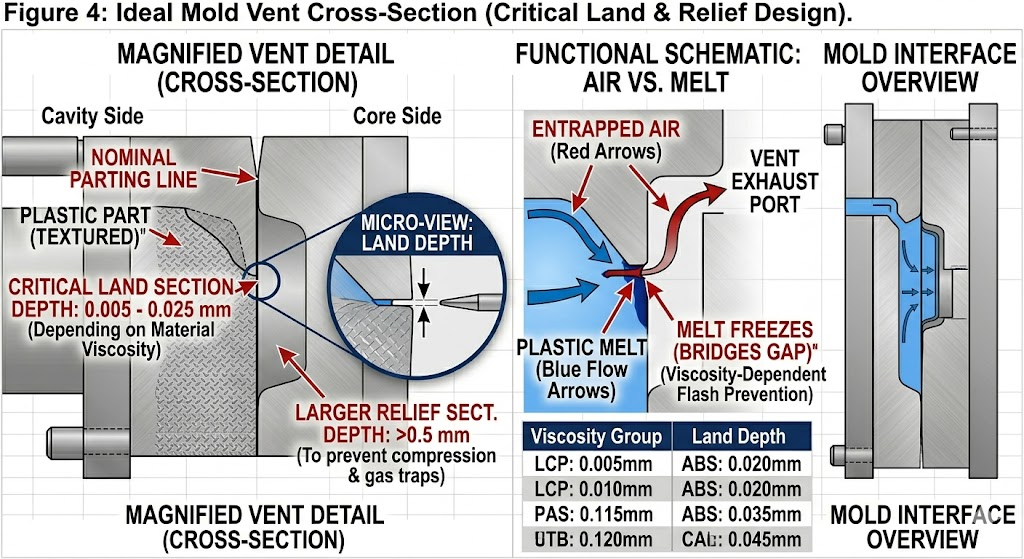
ベントの深さが深すぎる: 通気孔は意図的な隙間であり、大きすぎるとフラッシュ発生源になります。標準的な通気深さのガイドライン:
| 材質 | ベント深さ(陸部) | ベント深さ(リリーフ部) |
|---|---|---|
| PP、PE | 0.015~0.025mm | 0.5~0.8mm |
| ABS、PS | 0.010~0.020mm | 0.5~0.8mm |
| パ、ポム | 0.010~0.015mm | 0.3~0.5mm |
| PC、PC/ABS | 0.008~0.015mm | 0.3~0.5mm |
| PPS、LCP | 0.005~0.010mm | 0.2~0.3mm |
2.7 可動コンポーネントの磨耗または位置ずれ
サイドアクション、リフター、コアプル、エジェクターピンは、サイクルごとに動く動的なインターフェースを作成します。これらのインターフェースは徐々に磨耗し、以前はフラッシュがなかった大量生産において最も一般的なフラッシュの発生源となります。
エジェクターピンフラッシュ: ピンの直径と穴の直径の間のクリアランスは、厳しい制限内に保つ必要があります。材質別の標準クリアランス:
| 材質 | エジェクタピンのクリアランス(片側) |
|---|---|
| PP、PE、ABS | 0.010~0.020mm |
| パ、ポム | 0.008~0.015mm |
| PC、PC/ABS | 0.005~0.012mm |
| PPS、LCP | 0.003~0.008mm |
これらの制限を超えるクリアランスがあると、目に見えるピンのフラッシュが発生します。その下ではピンがくっついたり折れたりします。これは摩耗管理の問題です。大量生産ツールでは 100,000 ~ 200,000 ショットごとにピンのクリアランスを確認する必要があります。
スライドおよびリフターインターフェイスフラッシュ: サイドアクションをガイドするウェアプレート(ギブ)の摩耗により、スライド面が着座面から0.01~0.05mm移動することができます。これはバリを発生させるのに十分な量です。ギブ摩耗プレートは、金型メンテナンス計画で定義された検査間隔で、あらゆる生産金型の交換可能なコンポーネントである必要があります。
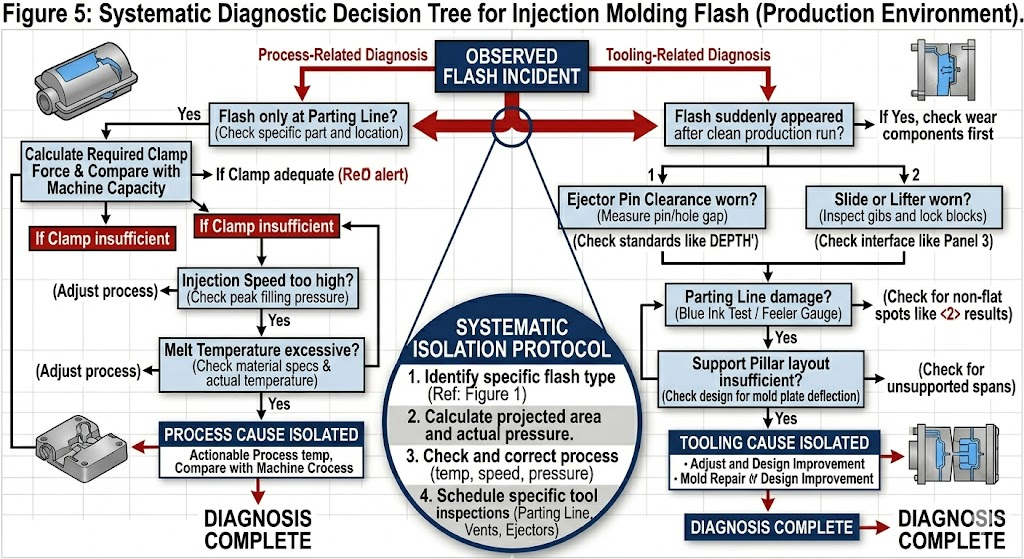
3. フラッシュ診断デシジョン ツリー
不必要に金型を分解せずに根本原因を特定するには、次の手順を使用します。
フラッシュが観察されました│§── パーティングラインだけフラッシュ?│ §── YES → 最初に型締力計算を確認してください│ │ → その後 PS の平坦性を検査(青インクテスト)│ │ → その後、射出速度/保圧圧力を下げます。│ └── いいえ → 以下に続く│§── エジェクターピンのみフラッシュ?│ └─ YES → ピンと穴の隙間を測定│ → ピンの長さを確認してください (ピンが長い = 接触圧力が高くなります)│ → クランプが閉じる前に、エジェクター プレート リターンが完全に固定されていることを確認します。│§── スライド/リフターインターフェースでフラッシュ?│ └─ YES → ギブ摩耗板(隙間ゲージ)を点検する│ → スライド着座力・ロック角度の確認│ → ヒールブロックの接触を確認する│§── 通気口でフラッシュ?│ └─ YES → ベント深さの測定(目標:仕様に合わせて再カット)│ → ベントエロージョン(研磨性ガラス入り素材)の有無を確認します。│§── クリーン演出をXショットした後に突然フラッシュが出現?│ └─ YES → 摩耗による原因(ギブ、パーティング面、エジェクタピン)│ → 金型検査・予防保全のスケジュールを立てる│━━ 新金型一発目からフラッシュプレゼント? └── YES → 設計または製造の品質に問題がある → 型締力計算の確認 → パーティング面の研削品質を確認する →支柱の配置を確認する → ベントの深さを仕様に照らして検証する
4. 金型製作段階別の防止基準
最も費用効果の高いバリ防止は、金型が最初のショットを実行する前に行われます。
4.1 設計段階
- Moldflow キャビティ圧力シミュレーションを実行 - ピーク キャビティ圧力 × 投影面積が計画されたプレス クランプ容量の 80% を超えていないことを確認します。
- すべてのキャビティ圧力 > 60 MPa に対して、サポート ピラーを中心 150 mm 以下に設計します。
- 材料カテゴリごとに最小ランド幅を指定します (セクション 2.6)
- 材料の仕様に合わせてベントの深さを設計します。デフォルトの加工代に依存しないでください。
- 金型図面でエジェクタ ピンのクリアランスを指定します。これは機械工の判断に任せるのではなく、公差ブロックに表示する必要があります。
4.2 金型構築段階
- 最終組み立ての前に平面研削盤でパーティング面の平坦度を確認します - 文書測定
- 完全に組み立てた後の青インク テスト — 最初の試行前に、100% の分離面接触が必要です
- すべてのエジェクター ピンのクリアランスを測定して記録します。金型ごとに最低 5 つのサンプル ピン、重要な金型のフルセット
- 最初の射出前に、プレスのクランプ荷重下でスライドの着座を確認します。粘土または Fuji プレスケール フィルムを使用します。
4.3 最初の記事のトライアルフェーズ
- 射出速度 50%、保圧 60% で開始し、段階的に増加させます。
- プロセス ウィンドウの上限 (フラッシュの開始) を記録します。これは重要な金型評価パラメータです。
- ドキュメントプロセスウィンドウ幅: 堅牢な金型の場合、ショートショット開始とフラッシュ開始の差は射出圧力の 15% 以上である必要があります
4.4 生産段階
- 次の予防メンテナンス間隔を定義します: パーティング表面の検査 (200,000 ショットごと)、ジブ摩耗プレートの測定 (150,000 ショットごと)、エジェクター ピンのクリアランス チェック (大量生産ツールの場合は 100,000 ショットごと)
- SPC システム内の場所ごとにフラッシュ インシデントを追跡します - 1 つの場所でのプログレッシブ フラッシュは、高品質のエスケープになる前に摩耗を示します。
- 重要な MFI 受入検査記録を維持する — フラッシュインシデントを MFI データと関連付けます
5. 是正措置の優先順位マトリックス
本番環境でフラッシュが観察された場合は、次のマトリックスを使用して、コストと効果に基づいて修正措置の優先順位を付けます。
| アクション | コスト | 実装までの時間 | 有効性 | 優先順位 |
|---|---|---|---|---|
| 射出速度/保圧圧力を下げる | ゼロ | 即時 | 高 (if process-caused) | 1位 |
| 型締力が適切であることを確認します — より大きなプレスに移動します | 低い | 同じシフト | クランプによるフラッシュの決定版 | 2番目 |
| 青インク テスト — PS 接触ギャップを特定する | 低い | 2~4時間 | 矯正ではなく診断 | 3位 |
| PSロースポットのレーザー溶接補修 | 中 | 1~3日 | 摩耗によるフラッシュを永続的に除去 | 4位 |
| 摩耗したギブウェアプレートを交換する | 低い–Medium | 4~8時間 | スライドフラッシュ用に常設 | 5位 |
| エジェクタピンを交換します(クリアランスが大きすぎる) | 低い | 4~8時間 | ピンフラッシュの永久保存 | 6位 |
| パーティング面の再研磨 | 中 | 3~7日 | 広範な PS 摩耗に対して永続的 | 7位 |
| 支柱を追加する(設計上の欠陥) | 高 | 2~4週間 | たわみによるフラッシュに対して永続的 | 8位 |
| 鋼の硬度を上げる(より硬い鋼に再挿入) | 高 | 3~6週間 | 長期にわたる摩耗防止 | 9位 |
6. 特別な場合: フラッシュの危険性が高い材料
PPSとLCP
どちらの材料も、加工温度における溶融粘度は ABS より 3 ~ 5 倍低いです。彼らは、標準的な材料が埋めるあらゆるギャップを見つけて活用します。 PPS または LCP を実行する金型は、最初からより厳しい公差に合わせて構築する必要があります。標準公差の金型を改造して PPS を実行することは、ほとんど費用対効果がありません。
必須要件:
- S136 または 420SS キャビティ鋼 (腐食および硬度)
- パーティング面の平面度 ≤0.005 mm
- エジェクタピンのクリアランス 片側あたり ≤0.006 mm
- ベント深さ ≤0.008 mm ランド部
- 最大中心120mmの支柱をサポート
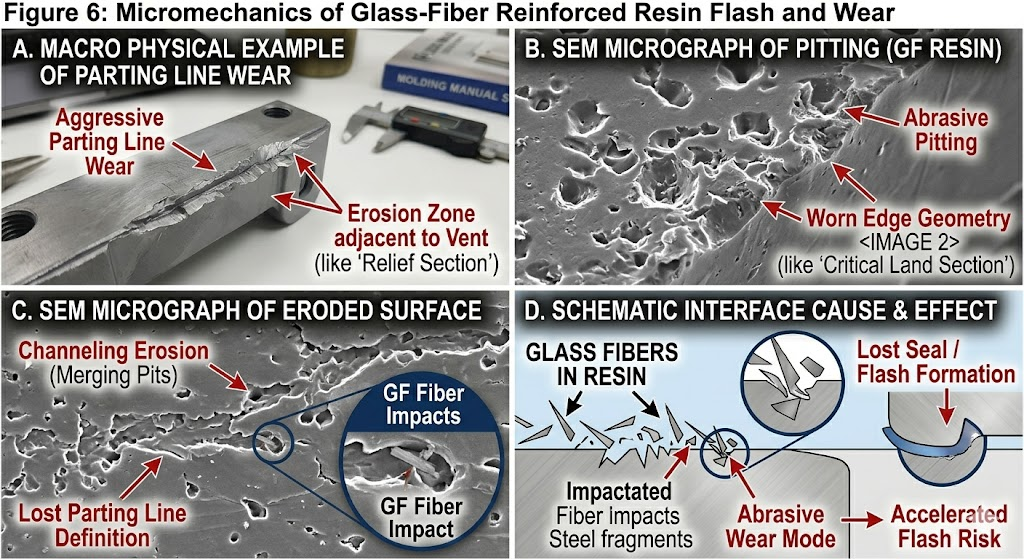
ガラス入りグレード(GF30以上)
ガラス繊維は研磨性があります。 GF 充填生産では、パーティング面、ベント、エジェクター ピン ホールはすべて、非充填グレードよりも早く摩耗します。メンテナンス間隔は、未充填の材料スケジュールと比較して 30 ~ 40% 短縮する必要があります。摩耗の激しい箇所 (ゲート領域、ゲートに隣接するパーティング ライン) には、硬化鋼インサート (≥50 HRC) を使用することを強くお勧めします。
薄肉部品 (<1.0 mm 肉厚)
薄肉部品には高い射出速度と射出圧力が必要で、キャビティ圧力がプレス クランプ能力の上限まで押し上げられます。ショート ショットとフラッシュの間のプロセス ウィンドウは非常に狭いです (場合によっては射出圧力の 5% 未満)。これらの金型には次のものが必要です。
- 精密なパーティング面(平面度 ≤0.005 mm)
- クランプ計算だけで示唆されるよりも大きなプレス (30% のマージンを追加)
- リアルタイムキャビティ圧力センサー — バリを防ぐ閉ループプレス制御
7. フラッシュのコスト: 削除することで得をする理由
高品質のシステムでは、フラッシュのコストが正確に計算されることはほとんどありません。実際のコストには次のものが含まれます。
| コスト Element | 部品ごとの代表的な範囲 | 注意事項 |
|---|---|---|
| トリミング労働 | $0.05–$0.40 | フラッシュの場所とアクセシビリティによって異なります |
| バリによる工具の摩耗(PS 損傷の加速) | 0.01 ~ 0.05 ドルの償却 | フラッシュが PS を摩耗させ、悪循環を引き起こす |
| スクラップ率の増加(バリにより部品の不良が発生) | 生産額の1~5% | 高er for tight-tolerance parts |
| 組立ラインの停止 (フラッシュによりフィットの問題が発生する) | 変数 | 顧客のチャージバックを引き起こす可能性がある |
| 顧客の返品/現場での故障 | 高 | 特にシール面に最適 |
| 金型修理のダウンタイム | 1 件あたり 500 ~ 5,000 ドル | さらに生産機会の損失も発生 |
部品あたり 0.20 ドルのトリミングコストと 2% のフラッシュ関連スクラップを伴う、年間 500,000 部品の中量部品の場合、未解決のフラッシュの年間コストは、 150,000ドル — 適切なパーティング表面の修理や金型メンテナンス プログラムにかかるコストよりもはるかに高額です。
8. 結論
フラッシュは症状であり、根本的な原因ではありません。この問題を永久に解決するには、7 つの根本原因カテゴリ (型締力、パーティング表面状態、プロセス パラメータ、材料粘度、金型温度、設計欠陥、部品摩耗) のどれが実際の原因であるかを特定する必要があります。プロセス調整のみでフラッシュを一時的に抑制します。ツールと設計の修正により、この問題は永久に除去されます。
最も費用対効果の高い戦略は予防です。つまり、使用する特定の材料の正しい仕様に合わせてパーティング面、サポート構造、通気口の形状を設計し、品質が劣化する前に摩耗を捕捉する構造化された予防メンテナンス プログラムを実装します。
関連記事:
- 射出成形におけるショート ショットとは何かを理解する: 原因、解決策、および予防
- 射出成形における収縮と反りの制御: OEM 向けエンジニアリング ガイド
- 射出成形金型のリワーク: 2 キャビティツールを 4 キャビティツールに変換できますか?
- 射出成形金型修理の究極ガイド: レーザー溶接と表面処理技術
- 高精度射出成形用金型用鋼の選定ガイド
IMTEC金型 | Nr.818 Jinyuan Road、鄞州、寧波、315100、浙江省、中国 | [email protected] | 86 153 5648 7586

